Rezonancia Kompenzáció¶
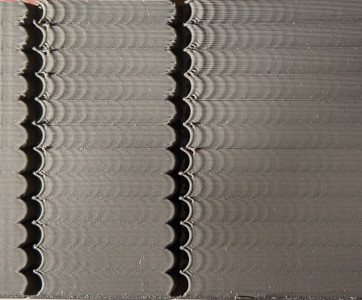
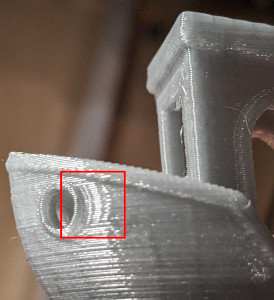
A Klipper támogatja a bemeneti formázást. Egy olyan technikát, amely a nyomatok csengésének (más néven visszhang, szellemkép vagy hullámzás) csökkentésére használható. A gyűrődés egy felületi nyomtatási hiba, amikor jellemzően az olyan elemek, mint az élek, finom 'visszhangként' ismétlődnek a nyomtatott felületen:
| |
| |
|
A gyűrődést a nyomtatási irány gyors változása miatt fellépő mechanikus rezgések okozzák. Vedd figyelembe, hogy a gyűrődés általában mechanikai eredetű: nem elég merev nyomtatókeret, nem feszes vagy túlságosan rugós szíjak, a mechanikus alkatrészek beállítási problémái, nagy mozgó tömeg stb. Ezeket kell először ellenőrizni és lehetőség szerint javítani.
A Bemeneti formázás egy olyan nyílt hurkú vezérlési technika, amely olyan utasító jelet hoz létre, amely megszünteti a saját rezgéseit. A bemeneti alakítás némi hangolást és méréseket igényel, mielőtt engedélyezhető lenne. A csengésen kívül a bemeneti formázás általában csökkenti a nyomtató rezgéseit és rázkódását, és javíthatja a Trinamic léptető meghajtók StealthChop üzemmódjának megbízhatóságát is.
Hangolás¶
Az alaphangoláshoz a nyomtató gyűrődési frekvenciájának mérése szükséges egy tesztmodell nyomtatásával.
Szeleteld fel a docs/prints/ringing_tower.stl fájlban található gyűrődési tesztmodellt a szeletelőben:
- A javasolt rétegmagasság 0,2 vagy 0,25 mm.
- A kitöltő és a felső rétegek 0-ra állíthatók.
- Használj 1-2 falat, vagy még jobb a sima váza mód 1-2 mm-es alappal.
- A külső kerületeknél használj kellően nagy sebességet, körülbelül 80-100 mm/sec.
- Győződj meg róla, hogy a minimális rétegidő legfeljebb 3 másodperc.
- Győződj meg róla, hogy a szeletelőben a "dinamikus gyorsításvezérlés" ki van kapcsolva.
- Ne fordítsd el a modellt. A modell hátulján X és Y jelölések vannak. Figyeld meg a jelek szokatlan elhelyezkedését a nyomtató tengelyeihez képest. Ez nem hiba. A jelölések később a hangolási folyamat során referenciaként használhatók, mert megmutatják, hogy a mérések melyik tengelynek felelnek meg.
Gyűrődési frekvencia¶
Először is mérd meg a gyűrődési frekvenciát.
- Ha a
square_corner_velocityparamétert megváltoztattuk, állítsuk vissza az 5.0-ra. Nem tanácsos növelni, ha bemeneti alakítót használsz, mert ez nagyobb simítást okozhat az alkatrészeken - helyette jobb, ha nagyobb gyorsulási értéket használsz. - Kapcsold ki a
minimum_cruise_ratiofunkciót a következő parancs kiadásával:SET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0 - Nyomás előtolás kikapcsolása:
SET_PRESSURE_ADVANCE ADVANCE=0 - Ha már hozzáadtad az
[input_shaper]részt a printer.cfg fájlhoz, akkor hajtsd végre aSET_INPUT_SHAPER SHAPER_FREQ_X=0 SHAPER_FREQ_Y=0parancsot. Ha "Unknown command" hibát kapsz, nyugodtan figyelmen kívül hagyhatod ezen a ponton, és folytathatod a méréseket. - Végezd el a parancsot:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5Alapvetően a gyorsulás különböző nagy értékeinek beállításával próbáljuk a gyűrődést hangsúlyosabbá tenni. Ez a parancs 1500 mm/sec^2-től kezdve 5 mm-enként növeli a gyorsulást: 1500 mm/sec^2, 2000 mm/sec^2, 2500 mm/sec^2 és így tovább, egészen 7000 mm/sec^2-ig az utolsó sávra. - Nyomtasd ki a szeletelt tesztmodellt a javasolt paraméterekkel.
- A nyomtatást korábban is leállíthatod, ha a gyűrődés jól látható, és úgy látod, hogy a gyorsulás túl nagy lesz a nyomtató számára (pl. a nyomtató túlságosan remeg, vagy elkezd lépéseket kihagyni).
-
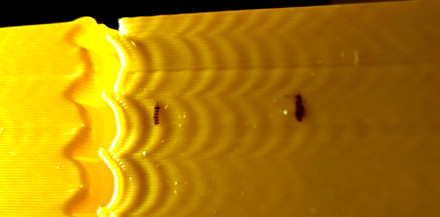
Használd a modell hátulján található X és Y jeleket a tájékozódáshoz. Az X-jelöléssel ellátott oldalról történő méréseket kell használni az X tengely konfigurációhoz, az Y-jelölést pedig az Y tengely konfigurációjához. Mérd meg a távolságot D (mm-ben) több rezgés között az X jelzésű alkatrészen, a bevágások közelében, lehetőleg az első egy-két rezgést kihagyva. Az oszcillációk közötti távolság könnyebb méréséhez először jelöld meg az oszcillációkat, majd mérd meg a jelölések közötti távolságot vonalzóval vagy tolómérővel:
|
 |
| |
| -
Számold meg, hogy a mért távolság N hány rezgésnek D felel meg. Ha nem vagy biztos benne, hogy hogyan számold a rezgéseket, nézd meg a fenti képet, ahol N = 6 rezgés.
- Számítsuk ki az X tengely gyűrődési frekvenciáját V · N / D (Hz), ahol V a külső kerületekre vonatkozó sebesség (mm/sec). A fenti példánál 6 rezgést jelöltünk meg, és a tesztet 100 mm/sec sebességgel nyomtattuk, így a frekvencia 100 * 6 / 12,14 ≈ 49,4 Hz.
- A (8)-(10) pontokat az Y jel esetében is végezzük el.
Vedd figyelembe, hogy a próbanyomaton a gyűrődésnek a fenti képen látható íves bevágások mintáját kell követnie. Ha nem így van, akkor ez a hiba nem igazán gyűrődés, és más eredetű. Vagy mechanikai, vagy extruder probléma. Ezt kell először kijavítani, mielőtt engedélyeznénk és hangolnánk a bemeneti formázókat.
Ha a mérések nem megbízhatóak, mert például a rezgések közötti távolság nem stabil, az azt jelentheti, hogy a nyomtatónak több rezonanciafrekvenciája van ugyanazon a tengelyen. Megpróbálhatjuk helyette a A gyűrődési frekvenciák megbízhatatlan mérései szakaszban leírt hangolási eljárást követni, és még mindig kaphatunk valami infót a bemeneti alakítási technikáról.
A gyűrődési frekvencia függhet a modell tárgyasztalon belüli helyzetétől és a Z magasságtól, különösen a delta nyomtatóknál; ellenőrizheted, hogy a tesztmodell oldalai mentén és különböző magasságokban különböző pozíciókban látsz-e különbséget a frekvenciákban. Ha ez a helyzet, akkor kiszámíthatod az X és Y tengelyen mért átlagos gyűrődési frekvenciákat.
Ha a mért gyűrődési frekvencia nagyon alacsony (kb. 20-25 Hz alatti), akkor érdemes lehet a nyomtató merevítésére vagy a mozgó tömeg csökkentésére beruházni - attól függően, hogy mi alkalmazható a te esetedben -, mielőtt a bemeneti alakítás további hangolását folytatnád, és utána újra megmérnéd a frekvenciákat. Sok népszerű nyomtatómodell esetében gyakran már rendelkezésre áll néhány megoldás.
Vedd figyelembe, hogy a gyűrődési frekvenciák változhatnak, ha a nyomtatóban olyan változtatásokat végzel, amelyek hatással vannak a mozgó tömegre, vagy például megváltoztatod a gépváz merevségét:
- A nyomtatófejre néhány olyan eszközt telepítenek, eltávolítanak vagy kicserélnek, amelyek megváltoztatják annak tömegét, pl. új (nehezebb vagy könnyebb) léptetőmotor a közvetlen extruder-nek vagy új nyomtatófej telepítése, nehéz, tárgyhűtővel ellátott ventilátor beépítése stb.
- A szíjak meghúzása.
- A váz merevségének növelésére szolgáló néhány kiegészítés telepítve van.
- Különböző tárgyasztal van telepítve egy Y tárgyasztalos nyomtatóra, vagy üveg hozzáadása stb.
Ha ilyen változtatásokat hajtotok végre, akkor érdemes legalább a gyűrődési frekvenciákat megmérni, hogy lássátok, változtak-e azok.
Bemeneti formázó konfigurációja¶
Az X és Y tengelyek gyűrődési frekvenciájának mérése után a következő szakaszt adhatod hozzá a printer.cfg fájlhoz:
[input_shaper]
shaper_freq_x: ... # a tesztmodell X jelének frekvenciája
shaper_freq_y: ... # a tesztmodell Y jelének frekvenciája
A fenti példában a shaper_freq_x/y = 49.4.
Bemeneti formázó kiválasztása¶
A Klipper számos bemeneti formázót támogat. Ezek a rezonanciafrekvenciát meghatározó hibákra való érzékenységükben és abban különböznek, hogy milyen mértékű simítást okoznak a nyomtatott alkatrészekben. Emellett néhány shapert, például a 2HUMP_EI és a 3HUMP_EI formázókat általában nem szabad használni shaper_freq = rezonanciafrekvenciával - ezek különböző megfontolásokból vannak beállítva, hogy egyszerre több rezonanciát csökkentsenek.
A legtöbb nyomtatóhoz MZV vagy EI alakítók ajánlhatók. Ez a szakasz egy tesztelési eljárást ír le a kettő közötti választáshoz, valamint néhány egyéb kapcsolódó paraméter meghatározásához.
Nyomtasd ki a gyűrődési tesztmodellt az alábbiak szerint:
- Indítsd újra a firmware-t:
RESTART - Tesztre való felkészülés:
SET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0 - Nyomás előtolás kikapcsolása:
SET_PRESSURE_ADVANCE ADVANCE=0 - Add ki a parancsot:
SET_INPUT_SHAPER SHAPER_TYPE=MZV - Add ki a parancsot:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5 - Nyomtasd ki a szeletelt tesztmodellt a javasolt paraméterekkel.
Ha ezen a ponton nem látsz gyűrődést, akkor az MZV formázó használatát lehet javasolni.
Ha mégis gyűrődést észlelsz, mérd meg újra a frekvenciákat a Gyűrődési frekvencia szakaszban leírt (8)-(10) lépésekkel. Ha a frekvenciák jelentősen eltérnek a korábban kapott értékektől, akkor összetettebb bemeneti alakító konfigurációra van szükség. Lásd a Bemeneti alakítók szakasz műszaki részleteit. Ellenkező esetben folytasd a következő lépéssel.
Most próbáld ki az EI bemeneti alakítót. Ehhez ismételd meg a fenti (1)-(6) lépéseket, de a 4. lépésnél hajtsd végre a következő parancsot: SET_INPUT_SHAPER SHAPER_TYPE=EI.
Két nyomat összehasonlítása MZV és EI bemeneti alakítóval. Ha az EI észrevehetően jobb eredményt mutat, mint az MZV, akkor használd az EI alakítót, egyébként inkább az MZV-t. Vedd figyelembe, hogy az EI shaper több simítást okoz a nyomtatott alkatrészeken (további részletekért lásd a következő szakaszt). Add hozzá a shaper_type: mzv (vagy ei) paramétert az [input_shaper] szakaszhoz, pl.:
[input_shaper]
shaper_freq_x: ...
shaper_freq_y: ...
shaper_type: mzv
Néhány megjegyzés a formázó kiválasztásáról:
- Az EI-formázó alkalmasabb lehet az Y tárgyasztalos nyomtatókhoz (ha a rezonanciafrekvencia és az ebből eredő simítás lehetővé teszi): mivel több szál kerül a mozgó tárgyasztalra, a tárgyasztal tömege nő, és a rezonanciafrekvencia csökken. Mivel az EI shaper robusztusabb a rezonanciafrekvencia-változásokkal szemben, jobban működhet nagy méretű alkatrészek nyomtatásakor.
- A delta kinematika természetéből adódóan a rezonanciafrekvenciák a térfogat különböző részein nagymértékben eltérhetnek. Ezért az EI alakító jobban illeszkedhet a delta nyomtatókhoz, mint az MZV vagy a ZV, és megfontolandó a használata. Ha a rezonanciafrekvencia kellően nagy (50-60 Hz-nél nagyobb), akkor akár meg is próbálkozhatunk a 2HUMP_EI shaper tesztelésével (a fent javasolt teszt futtatásával a
SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI), de ellenőrizd ebben a szakaszban található megfontolásokat, mielőtt engedélyeznéd.
A max_accel kiválasztása¶
Az előző lépésben kiválasztott formázóhoz nyomtatott tesztet kell készítened (ha nem nyomtatod ki a javasolt paraméterekkel felszeletelt tesztmodellt a nyomás előtolás kikapcsolásával SET_PRESSURE_ADVANCE ADVANCE=0 és a tuningtorony engedélyezésével TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5). Vedd figyelembe, hogy nagyon nagy gyorsulásoknál a rezonanciafrekvenciától és a választott bemeneti alakítótól függően (pl. az EI alakító nagyobb simítást hoz létre, mint az MZV) a bemeneti alakítás túl nagy simítást és az alkatrészek lekerekítését okozhatja. A max_accel értéket tehát úgy kell megválasztani, hogy ezt megakadályozd. Egy másik paraméter, amely hatással lehet a simításra, az square_corner_velocity, ezért nem tanácsos az alapértelmezett 5 mm/sec fölé növelni, hogy megakadályozzuk a fokozott simítást.
A megfelelő max_accel érték kiválasztásához vizsgáld meg a kiválasztott bemeneti alakító modelljét. Először is jegyezd meg, hogy melyik gyorsulásnál még kicsi a gyorsulás gyűrődése hogy Neked ez megfeleljen.
Ezután ellenőrizd a simítást. Ennek elősegítése érdekében a tesztmodellben egy kis rés van a falon (0,15 mm):

Ahogy nő a gyorsulás, úgy nő a simítás is, és a tényleges rés a nyomtatásban kiszélesedik:
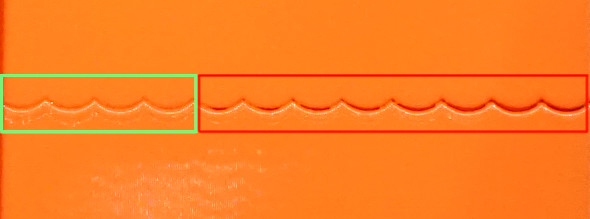
Ezen a képen a gyorsulás balról jobbra növekszik, és a rés 3500 mm/sec^2-től (balról az 5. sáv) kezd nőni. Tehát ebben az esetben a max_accel = 3000 (mm/sec^2) a jó érték, hogy elkerüljük a túlzott simítást.
Figyeld meg a gyorsulást, amikor a rés még mindig nagyon kicsi a próbanyomaton. Ha kidudorodásokat látsz, de a falon egyáltalán nincs rés, még nagy gyorsulásnál is, az a kikapcsolt nyomáselőtolás miatt lehet, különösen a bowdenes extrudereken. Ha ez a helyzet, akkor lehet, hogy meg kell ismételni a nyomtatást engedélyezett PA-val. Ez lehet a rosszul kalibrált (túl magas) nyomtatószál áramlás eredménye is, ezért ezt is érdemes ellenőrizni.
Válaszd ki a két gyorsulási érték közül a legkisebbet (a gyűrődésből és a simításból), és írd be max_accel néven a printer.cfg fájlba.
Megjegyzendő, hogy előfordulhat különösen alacsony gyűrődési frekvenciáknál, hogy az EI shaper még kisebb gyorsulásoknál is túl nagy simítást okoz. Ebben az esetben az MZV jobb választás lehet, mert nagyobb gyorsulási értékeket engedhet meg.
Nagyon alacsony gyűrődési frekvenciákon (~25 Hz és az alatt) még az MZV shaper is túl sok simítást hozhat létre. Ha ez a helyzet, akkor megpróbálhatod megismételni a Bemeneti formázó kiválasztása szakaszban leírt lépéseket ZV shaper-el is, a SET_INPUT_SHAPER SHAPER_TYPE=ZV parancs használatával. A ZV shaper-nek még kevesebb simítást kell mutatnia, mint az MZV-nek, de érzékenyebb a gyűrődési frekvenciák mérési hibáira.
Egy másik szempont, hogy ha a rezonanciafrekvencia túl alacsony (20-25 Hz alatt), akkor érdemes lehet növelni a nyomtató vázának merevségét vagy csökkenteni a mozgó tömeget. Ellenkező esetben a gyorsulás és a nyomtatási sebesség korlátozódhat a túl sok simítás miatt most a gyűrődés helyett.
A rezonanciafrekvenciák finomhangolása¶
Megjegyzendő, hogy a rezonanciafrekvenciák mérésének pontossága a gyűrődési tesztmodell segítségével a legtöbb célra elegendő, így további hangolás nem javasolt. Ha mégis meg akarod próbálni kétszeresen ellenőrizni az eredményeid (például ha még mindig látsz némi gyűrődést, miután kinyomtattál egy tesztmodellt egy tetszőleges bemeneti alakítóval, ugyanazokkal a frekvenciákkal, mint amiket korábban mértél), akkor kövesd az ebben a szakaszban leírt lépéseket. Vedd figyelembe, hogy ha az [input_shaper] engedélyezése után különböző frekvenciákon látsz gyűrődést, ez a szakasz nem fog segíteni.
Feltételezve, hogy szeletelted a gyűrődési modellt a javasolt paraméterekkel, hajtsd végre a következő lépéseket az X és Y tengelyek mindegyikén:
- Tesztre való felkészülés:
SET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0 - Győződj meg róla, hogy a nyomás előtolás ki van kapcsolva:
SET_PRESSURE_ADVANCE ADVANCE=0 - Add ki a parancsot:
SET_INPUT_SHAPER SHAPER_TYPE=ZV - A meglévő gyűrődési tesztmodellből a kiválasztott bemeneti alakítóval válaszd ki azt a gyorsulást, amely kellően jól mutatja a gyűrődést, és állítsd be a következővel:
SET_VELOCITY_LIMIT ACCEL=... - Számítsd ki a
TUNING_TOWERparancshoz szükséges paramétereket ashaper_freq_xparaméter hangolásához az alábbiak szerint: Itt ashaper_freq_xparaméter a nyomtató aktuális értéke aprinter.cfgfájlban megadva. - Add ki a parancsot:
TUNING_TOWER COMMAND=SET_INPUT_SHAPER PARAMETER=SHAPER_FREQ_X START=start FACTOR=factor BAND=5astartésfactorértékek felhasználásával, amelyeket az (5.) lépésben számítottunk. - Nyomtasd ki a tesztmodellt.
- Az eredeti frekvenciaérték visszaállítása:
SET_INPUT_SHAPER SHAPER_FREQ_X=.... - Keresd meg azt a sávot, amelyik a legkevésbé gyűrött, és számold meg a számát alulról 1-től kezdve.
- Az új shaper_freq_x érték kiszámítása a régi shaper_freq_x * (39 + 5 * #band-number) / 66 segítségével.
Ismételd meg ezeket a lépéseket az Y tengelyre ugyanígy, az X tengelyre való hivatkozásokat az Y tengelyre való hivatkozással helyettesítve (pl. cseréld ki a shaper_freq_x-t shaper_freq_y-ra a képletekben és a TUNING_TOWER parancsban).
Példaként tegyük fel, hogy az egyik tengelyen 45 Hz-es gyűrődési frekvenciát mértünk. Ez a start = 45 * 83 / 132 = 28,30 és a faktor = 45 / 66 = 0,6818 értéket ad a TUNING_TOWER parancshoz. Most tegyük fel, hogy a tesztmodell kinyomtatása után az alulról számított negyedik sáv adja a legkevesebb gyűrődést. Ekkor a frissített shaper_freq_? érték 45 * (39 + 5 * 4) / 66 ≈ 40,23.
Miután mindkét új shaper_freq_x és shaper_freq_y paramétert kiszámítottad, frissítheted az [input_shaper] szakaszát a nyomtató printer.cfg fájljában az új shaper_freq_x és shaper_freq_y értékekkel.
Nyomás előtolás¶
Ha nyomás előtolást használsz, akkor lehet, hogy újra kell hangolni. Kövesd az utasításokat az új érték megtalálásához, ha az eltér az előzőtől. A nyomás előtolás beállítása előtt mindenképpen indítsd újra a Klippert.
A gyűrődési frekvenciák megbízhatatlan mérései¶
Ha nem tudod mérni a gyűrődési frekvenciákat, pl. ha a rezgések közötti távolság nem stabil, akkor még mindig kihasználhatod a bemeneti alakítási technikákat, de az eredmények nem biztos, hogy olyan jók lesznek, mint a frekvenciák megfelelő mérésével. Valamint egy kicsit több hangolást és a tesztmodell nyomtatását igényli. Megjegyzendő, hogy egy másik lehetőség egy gyorsulásmérő beszerzése és felszerelése, valamint a rezonanciák mérése (lásd a dokumentumot, amely leírja a szükséges hardvert és a beállítási folyamatot) - de ez a lehetőség némi kézügyességet, krimpelést és forrasztást igényel.
A hangoláshoz adjunk hozzá üres [input_shaper] szakaszt a printer.cfg fájlhoz. Ezután, feltételezve, hogy a javasolt paraméterekkel felszeletelt gyűrődési modellt, nyomtasd ki 3-szor az alábbiak szerint. Első alkalommal, a nyomtatás előtt futtasd le a
RESTARTSET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0SET_PRESSURE_ADVANCE ADVANCE=0SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI SHAPER_FREQ_X=60 SHAPER_FREQ_Y=60TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
és nyomtasd ki a modellt. Ezután nyomtasd ki a modellt újra, de a nyomtatás előtt futtasd az alábbiakat
SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI SHAPER_FREQ_X=50 SHAPER_FREQ_Y=50TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
Ezután nyomtassuk ki a modellt harmadszorra, de most futtassuk le a következőt
SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI SHAPER_FREQ_X=40 SHAPER_FREQ_Y=40TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
Lényegében a gyűrődési tesztmodellt TUNING_TOWER segítségével nyomtatjuk ki, 2HUMP_EI shaper-el, shaper_freq = 60 Hz, 50 Hz és 40 Hz.
Ha egyik modell sem mutat javulást a gyűrődésben, akkor sajnos úgy tűnik, hogy a bemeneti alakítási technikák nem segíthetnek a Te esetedben.
Máskülönben előfordulhat, hogy az összes modell nem mutat gyűrődést, vagy néhány modell gyűrődést mutat, néhány pedig nem annyira. Válaszd ki azt a tesztmodellt, amelyik a legmagasabb frekvenciával készült, és még mindig jó javulást mutat a gyűrődések tekintetében. Ha például a 40 Hz-es és az 50 Hz-es modellek szinte egyáltalán nem mutatnak gyűrődést, a 60 Hz-es modell pedig már némileg több gyűrődést mutat, maradj az 50 Hz-esnél.
Most ellenőrizd, hogy az EI alakító elég jó lenne-e az esetedben. Válaszd ki az EI alakító frekvenciáját az általad választott 2HUMP_EI alakító frekvenciája alapján:
- A 2HUMP_EI 60 Hz-es formázó esetében használj EI formázót shaper_freq = 50 Hz-es frekvenciával.
- A 2HUMP_EI 50 Hz-es formázóhoz használj EI formázót shaper_freq = 40 Hz értékkel.
- A 2HUMP_EI 40 Hz-es formázóhoz használj EI formázót shaper_freq = 33 Hz értékkel.
Most nyomtassuk ki a tesztmodellt még egyszer, a következő futtatásával
SET_INPUT_SHAPER SHAPER_TYPE=EI SHAPER_FREQ_X=... SHAPER_FREQ_Y=...TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
a korábban meghatározott shaper_freq_x=... és shaper_freq_y=... értékek megadásával.
Ha az EI alakító a 2HUMP_EI alakítóhoz hasonlóan jó eredményeket mutat, maradj az EI alakító és a korábban meghatározott frekvencia mellett, ellenkező esetben használd a 2HUMP_EI alakítót a megfelelő frekvenciával. Add hozzá az eredményeket a printer.cfg fájlhoz, pl. a következő módon.
[input_shaper]
shaper_freq_x: 50
shaper_freq_y: 50
shaper_type: 2hump_ei
Folytassa a hangolást a A max_accel kiválasztása szakaszban.
Hibaelhárítás és GYIK¶
Nem tudok megbízható méréseket végezni a rezonanciafrekvenciákról¶
Először is győződj meg róla, hogy a gyűrődés helyett nem más probléma van a nyomtatóval. Ha a mérések nem megbízhatóak, mert például a rezgések közötti távolság nem stabil, az azt jelentheti, hogy a nyomtatónak több rezonanciafrekvenciája van ugyanazon a tengelyen. Megpróbálhatjuk követni a A gyűrődési frekvenciák megbízhatatlan mérései szakaszban leírt hangolási eljárást, és még mindig ki lehet hozni valamit a bemeneti alakítási technikából. Egy másik lehetőség egy gyorsulásmérő beszerelése, majd rezonanciák mérése vele, és a bemeneti alakító automatikus hangolása e mérések eredményeinek felhasználásával.
Az [input_shaper] engedélyezése után túlságosan simított nyomtatott alkatrészeket kapok, és a finom részletek elvesznek¶
Ellenőrizd a Max_accel kiválasztása szakaszban található szempontokat. Ha a rezonanciafrekvencia alacsony, nem szabad túl magas max_accel értéket beállítani, vagy növelni a square_corner_velocity paramétereket. Az is lehet, hogy az EI (vagy a 2HUMP_EI és 3HUMP_EI) változók helyett jobb az MZV vagy akár a ZV bemeneti változókat választani.
Miután egy ideig sikeresen nyomtatott gyűrődések nélkül, most úgy tűnik, hogy visszajött¶
Lehetséges, hogy egy idő után a rezonanciafrekvenciák megváltoztak. Pl. talán a szíjak feszessége megváltozott (a szíjak lazábbak lettek) stb. Jó ötlet a Gyűrődési frekvencia szakaszban leírtak szerint ellenőrizni és újra megmérni a rezonanciafrekvenciákat, és szükség esetén frissíteni a konfigurációs fájlt.
Támogatott a kettős kocsi beállítása a bemeneti formázókkal?¶
Igen. Ebben az esetben minden kocsinál kétszer kell megmérni a rezonanciákat. Például, ha a második (kettős) kocsi az X tengelyre van felszerelve, lehetőség van különböző bemeneti formálók beállítására az X tengelyhez az elsődleges és a kettős kocsihoz. Az Y tengely bemeneti alakítójának azonban mindkét kocsinál azonosnak kell lennie (mivel végső soron ezt a tengelyt egy vagy több léptetőmotor hajtja, amelyek mindegyike pontosan ugyanazokat a lépéseket hajtja végre). Az egyik lehetőség a bemeneti alakító konfigurálására az ilyen beállításokhoz az, hogy az [input_shaper]' szakaszt üresen hagyja, és aprinter.cfg' fájlban a következőképpen határozzon meg egy `[delayed_gcode]' szakaszt:
[input_shaper]
# Szándékosan üres
[delayed_gcode init_shaper]
kezdeti_időtartam: 0.1
gcode:
SET_DUAL_CARRIAGE CARRIAGE=1
SET_INPUT_SHAPER SHAPER_TYPE_X=<dual_carriage_shaper> SHAPER_FREQ_X=<dual_carriage_shaper> SHAPER_TYPE_Y=<y_shaper> SHAPER_FREQ_Y=<y_freq>
SET_DUAL_CARRIAGE CARRIAGE=0
SET_INPUT_SHAPER SHAPER_TYPE_X=<primary_carriage_shaper> SHAPER_FREQ_X=<elsődleges_kocsi_gyakoriság> SHAPER_TYPE_Y=<y_shaper> SHAPER_FREQ_Y=<y_freq>
Vegye figyelembe, hogy a SHAPER_TYPE_Y és SHAPER_FREQ_Y mindkét parancsban azonosnak kell lennie. A szeletelőben a kezdő g-kódba is be lehet helyezni egy hasonló részletet, azonban ekkor a formáló nem lesz engedélyezve, amíg a nyomtatás el nem indul.
Vegye figyelembe, hogy a bemeneti alakítót csak egyszer kell konfigurálni. A kocsik vagy módozataikSET_DUAL_CARRIAGEparanccsal történő későbbi módosítása megőrzi a konfigurált bemeneti alakformáló paramétereket.
Az input_shaper befolyásolja a nyomtatási időt?¶
Nem, a input_shaper funkció önmagában nincs hatással a nyomtatási időre. A max_accel értéke azonban bizonyosan befolyásolja (ennek a paraméternek a hangolása ebben a szakaszban le van írva).
Műszaki részletek¶
Bemeneti változók¶
A Klipper-ben használt bemeneti formázók meglehetősen szabványosak, és részletesebb áttekintést a megfelelő formázókat leíró cikkekben találhatunk. Ez a szakasz a támogatott bemeneti formázók néhány technikai szempontjának rövid áttekintését tartalmazza. Az alábbi táblázat az egyes shaperek néhány (általában hozzávetőleges) paraméterét mutatja.
| Bemeneti változó |
Változó időtartam |
Rezonancia csökkentés 20x (5% rezgéstűrés) |
Rezonancia csökkentés 10x (10% rezgéstűrés) |
|---|---|---|---|
| ZV | 0.5 / shaper_freq | N/A | ± 5% shaper_freq |
| MZV | 0.75 / shaper_freq | ± 4% shaper_freq | -10%...+15% shaper_freq |
| ZVD | 1 / shaper_freq | ± 15% shaper_freq | ± 22% shaper_freq |
| EI | 1 / shaper_freq | ± 20% shaper_freq | ± 25% shaper_freq |
| 2HUMP_EI | 1.5 / shaper_freq | ± 35% shaper_freq | ± 40 shaper_freq |
| 3HUMP_EI | 2 / shaper_freq | -45...+50% shaper_freq | -50%...+55% shaper_freq |
Megjegyzés a rezonancia csökkentéssel kapcsolatban: a fenti táblázatban szereplő értékek hozzávetőlegesek. Ha a nyomtató csillapítási aránya minden egyes tengely esetében ismert, akkor a formázó pontosabban konfigurálható, és ekkor a rezonanciákat egy kicsit szélesebb frekvenciatartományban csökkenti. A csillapítási arány azonban általában ismeretlen, és speciális berendezés nélkül nehéz megbecsülni, ezért a Klipper alapértelmezés szerint 0,1 értéket használ, ami egy jó általános érték. A táblázatban szereplő frekvenciatartományok számos különböző lehetséges csillapítási arányt fednek le ezen érték körül (kb. 0,05-től 0,2-ig).
Vedd figyelembe azt is, hogy az EI, 2HUMP_EI és 3HUMP_EI úgy van beállítva, hogy a rezonanciákat 5%-ra csökkentse, ezért a 10%-os rezonanciára vonatkozó értékek csak referenciaként szolgálnak.
Hogyan használjuk ezt a táblázatot:
- A formázó időtartama befolyásolja az alkatrészek simítását - minél nagyobb, annál simábbak az alkatrészek. Ez a függés nem lineáris, de érzékelteti, hogy ugyanazon frekvencia esetén melyik shaper 'simító' simít jobban. A simítás szerinti sorrend így néz ki: ZV < MZV < ZVD ≈ EI < 2HUMP_EI < 3HUMP_EI. Továbbá, a 2HUMP_EI és 3HUMP_EI alakítók esetében ritkán praktikus a shaper_freq = rezonancia frekvencia értéket beállítani (ezeket több frekvencia rezgéseinek csökkentésére kell használni).
- Megbecsülhető az a frekvenciatartomány, amelyben a formázó csökkenti a rezgéseket. Például a shaper_freq = 35 Hz-es MZV a [33,6, 36,4] Hz-es frekvencián 5%-ra csökkenti a rezgéseket. A 3HUMP_EI shaper_freq = 50 Hz esetén a [27,5, 75] Hz tartományban 5%-ra csökkenti a rezgéseket.
- A táblázat segítségével ellenőrizheted, hogy melyik változót kell használni, ha több frekvencián kell csökkenteni a rezgéseket. Például, ha ugyanazon a tengelyen 35 Hz-es és 60 Hz-es rezonanciák vannak: a) az EI alakítónak a shaper_freq = 35 / (1 - 0,2) = 43,75 Hz-re van szüksége, és 43,75 * (1 + 0,2) = 52-ig csökkenti a rezonanciákat tehát az 52.5 Hz, nem elegendő. b) a 2HUMP_EI alakítónak shaper_freq = 35 / (1 - 0,35) = 53,85 Hz-nek kell lennie, és 53,85 * (1 + 0,35) = 72,7 Hz-ig csökkenti a rezgéseket - tehát ez egy elfogadható konfiguráció. Mindig próbálj meg minél magasabb shaper_freq értéket használni egy adott shaper-hez (esetleg némi biztonsági tartalékkal, így ebben a példában a shaper_freq ≈ 50-52 Hz lenne a legjobb), és próbálj meg minél kisebb shaper időtartamú értéket használni.
- Ha több nagyon különböző frekvencián (mondjuk 30 Hz és 100 Hz) kell csökkenteni a rezgéseket, láthatod, hogy a fenti táblázat nem nyújt elegendő információt. Ebben az esetben több szerencsénk lehet a scripts/graph_shaper.py szkripttel, amely rugalmasabb.