Nyomás előtolás¶
Ez a dokumentum a "nyomás előtolás" konfigurációs változó adott fúvókához és nyomtatószálhoz való beállításával kapcsolatos információkat tartalmaz. A nyomás előtolás funkció hasznos lehet a szálazás csökkentésében. A nyomás előtolás megvalósításáról további információkat a kinematika dokumentumban találsz.
Nyomás előtolás hangolása¶
A nyomás előtolás két hasznos dolgot tesz. Csökkenti a nem extrudált mozgások során fellépő szálazást, és csökkenti a kanyarodás során fellépő puffadást. Ez az útmutató a második funkciót (kanyarodás közbeni puffadás csökkentése) használja a hangolás mechanizmusaként.
A nyomás előtolás kalibrálásához a nyomtatónak konfiguráltnak és működőképesnek kell lennie, mivel a hangolási teszt egy tesztobjektum nyomtatásával és vizsgálatával jár. A teszt lefuttatása előtt érdemes ezt a dokumentumot teljes egészében elolvasni.
Use a slicer to generate g-code for the large hollow square found in docs/prints/square_tower.stl. Use a high speed (eg, 100mm/s), zero infill, and a coarse layer height (the layer height should be around 75% of the nozzle diameter). Make sure any "dynamic acceleration control" and "scarf joint" seams are disabled in the slicer.
Készülj fel a tesztre a következő G-kód parancs kiadásával:
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500
Ezzel a paranccsal a fúvóka lassabban halad át a kanyarokon, hogy kiemelje az extrudernyomás hatását. Ezután a direkt extruderrel rendelkező nyomtatók esetében futtasd az alábbi parancsot:
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.005
Hosszú bowdenes extruderekhez:
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.020
Ezután nyomtasd ki az objektumot. Teljesen kinyomtatva a tesztnyomat így néz ki:

A fenti TUNING_TOWER parancs utasítja a Klippert, hogy a nyomtatás minden egyes rétegénél módosítsa a pressure_advance beállítást. A nyomtatás magasabb rétegeire nagyobb nyomáselőtolási érték lesz beállítva. Az ideális pressure_advance beállítás alatti rétegeknél a sarkoknál pattogás, az ideális beállítás feletti rétegeknél pedig lekerekített sarkok és gyenge extrudálás alakulhat ki a sarokig.
A nyomtatást idő előtt megszakíthatod, ha azt észleled, hogy a sarkok már nem nyomtatódnak jól (és így elkerülheted az olyan rétegek nyomtatását, amelyekről ismert, hogy az ideális pressure_advance érték felett vannak).
Ellenőrizd az objektumot, majd digitális tolómérővel mérd meg azt a magasságot, amely a legjobb minőségű sarkokkal rendelkezik. Ha kétségeid vannak, válaszd az alacsonyabb magasságot.
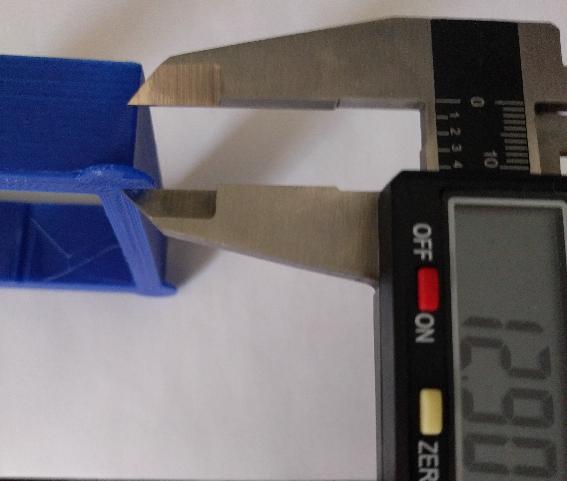
A pressure_advance értéket ezután a következőképpen lehet kiszámítani: pressure_advance = <start> + <measured_height> * <factor>. (Például 0 + 12,90 * .020 lenne .258.)
Lehetőség van a START és a FACTOR egyéni beállításainak kiválasztására, ha ez segít a legjobb nyomás előtolás beállítás meghatározásában. Ennek során ügyelj arra, hogy a TUNING_TOWER parancsot minden egyes próbanyomtatás elején ki kell adni.
A tipikus nyomás előtolás értékek 0,050 és 1,000 között vannak (a legmagasabb értékek általában csak a bowdenes extrudereknél). Ha az 1,000-ig terjedő nyomás előtolással nem tapasztalható jelentős javulás, akkor a nyomás előtolás valószínűleg nem javítja a nyomatok minőségét. Térj vissza az alapértelmezett konfigurációhoz, ahol a nyomás előtolás ki van kapcsolva.
Bár ez a hangolási gyakorlat közvetlenül javítja a sarkok minőségét, érdemes megjegyezni, hogy a jó nyomás előtolási konfiguráció csökkenti a nyomat teljes terjedelmét.
A teszt befejezésekor állítsd be a pressure_advance = <calculated_value> értéket a konfigurációs fájl [extruder] szakaszában, és adj ki egy RESTART parancsot. A RESTART parancs törli a tesztállapotot, és visszaállítja a gyorsulási és kanyarodási sebességeket a normál értékekre.
Fontos megjegyzések¶
- A nyomás előtolás értéke az extruder, a fúvóka és a szál függvénye. Gyakori, hogy a különböző gyártóktól származó vagy különböző pigmenteket tartalmazó nyomtatószálak jelentősen eltérő nyomás előtolási értékeket igényelnek. Ezért minden nyomtatónál és minden egyes tekercs nyomtatószálnál kalibrálni kell a nyomás előtolást.
- A nyomtatási hőmérséklet és az extrudálási sebesség befolyásolhatja a nyomást. A nyomás előtolás beállítása előtt mindenképpen hangold be az extruder rotation_distance és a fúvóka hőmérséklet értékeket.
- A tesztnyomtatást úgy tervezték, hogy nagy extruder áramlási sebességgel, de egyébként "normál" szeletelő beállításokkal fusson. A nagy áramlási sebességet nagy nyomtatási sebesség (pl. 100 mm/s) és durva rétegmagasság (jellemzően a fúvóka átmérőjének kb. 75%-a) alkalmazásával érjük el. A többi szeletelőbeállításnak hasonlónak kell lennie az alapértelmezettekhez (pl. 2 vagy 3 soros kerület, normál behúzási mennyiség). Hasznos lehet a külső kerület sebességét a nyomtatás többi részével megegyező sebességre állítani, de ez nem követelmény.
- Gyakori, hogy a tesztnyomtatás minden egyes sarkon eltérő viselkedést mutat. Gyakran előfordul, hogy a szeletelő az egyik sarkon rétegváltást hajt végre, ami azt eredményezheti, hogy az a sarok jelentősen eltér a többi három saroktól. Ha ez előfordul, akkor hagyd figyelmen kívül ezt a sarkot, és a másik három sarkot használva hangold a nyomás előtolást. Az is gyakori, hogy a fennmaradó sarkok kissé eltérnek. (Ez azért fordulhat elő, mert a nyomtató kerete kis eltérésekkel reagál a bizonyos irányokba történő kanyarodásra.) Próbálj meg olyan értéket választani, amely az összes többi saroknál jól működik. Ha kétségeid vannak, válassz inkább egy alacsonyabb nyomás előtolási értéket.
- Ha magas nyomás előtolási értéket (pl. 0,200 fölött) használunk, akkor előfordulhat, hogy az extruder kihagy, amikor visszatér a nyomtató normál gyorsuláshoz. A nyomás előtolási rendszer úgy veszi figyelembe a nyomást, hogy gyorsításkor extra szálat tol, és lassításkor visszahúzza ezt a szálat. Nagy gyorsítás és nagy nyomás előtolás esetén előfordulhat, hogy az extruder nem rendelkezik elegendő nyomatékkal a szükséges szálak kinyomásához. Ha ez bekövetkezik, vagy használj alacsonyabb gyorsítási értéket, vagy tiltsd le a nyomás előtolási funkciót.
- Miután a Klipperben beállítottuk a nyomás előtolást, hasznos lehet kisebb visszahúzási értéket beállítani a szeletelőben (pl. 0,75 mm), és használni a szeletelő "wipe on retract" opciót, ha rendelkezésre áll. Ezek a szeletelő beállítások segíthetnek a szálak kohéziója (a műanyag ragadós volta miatt a fúvókából kihúzott szálak) okozta folyása ellen. Ajánlott a szeletelő "z-lift on retract" opció kikapcsolása.
- A nyomás előtolási rendszer nem változtatja meg a nyomtatófej időzítését vagy útját. A nyomás előtolással bekapcsolt állapotban ugyanannyi időt vesz igénybe, mint a nyomás előtolás nélküli nyomtatás. A nyomás előtolás nem változtatja meg a nyomtatás során extrudált szál teljes mennyiségét sem. A nyomás előtolás extra extrudermozgást eredményez a mozgás gyorsítása és lassítása során. Egy nagyon magas nyomás előtolási beállítás nagyon nagy extrudermozgást eredményez a gyorsítás és lassítás során, és semmilyen konfigurációs beállítás nem szab határt ennek a mozgásnak.