Rezonanciák mérése¶
A Klipper beépített támogatással rendelkezik az ADXL345, MPU-9250, LIS2DW és LIS3DH kompatibilis gyorsulásmérőkhöz, amelyek segítségével a nyomtató különböző tengelyek rezonanciafrekvenciái mérhetők, és a rezonanciák kompenzálására a Rezonancia kompenzáció automatikus beállítása használható. Vedd figyelembe, hogy a gyorsulásmérők használata némi forrasztást és krimpelést igényel. Az ADXL345 csatlakoztatható egy Raspberry Pi vagy MCU lap SPI interfészéhez (viszonylag gyorsnak kell lennie). Az MPU-család közvetlenül csatlakoztatható egy Raspberry Pi I2C-interfészéhez, vagy egy MCU-kártya I2C-interfészéhez, amely támogatja a Klipper 400kbit/s gyors üzemmódot. A LIS2DW és a LIS3DH csatlakoztatható SPI vagy I2C interfészhez a fentiekkel megegyező megfontolásokkal.
A gyorsulásmérők beszerzésekor vedd figyelembe, hogy számos különböző nyomtatott áramköri lapkakialakítás és különböző klónok léteznek. Ha 5V-os nyomtató MCU-hoz csatlakozik, győződj meg róla, hogy rendelkezel feszültségszabályozóval és szintválasztóval.
Az ADXL345-ök esetében győződj meg róla, hogy a kártya támogatja az SPI módot (úgy tűnik, hogy néhány kártya keményen I2C-re van konfigurálva az SDO GND-re húzásával).
For MPU-9250/MPU-9255/MPU-6515/MPU-6050/MPU-6500/ICM20948s and LIS2DW/LIS3DH there are also a variety of board designs and clones with different I2C pull-up resistors which will need supplementing.
MCU-k Klipper I2C gyors üzemmódú támogatással¶
| MCU Család | Tesztelt MCU(-k) | Támogatott MCU(-k) |
|---|---|---|
| Raspberry Pi | 3B+, Pico | 3A, 3A+, 3B, 4 |
| AVR ATmega | ATmega328p | ATmega32u4, ATmega128, ATmega168, ATmega328, ATmega644p, ATmega1280, ATmega1284, ATmega2560 |
| AVR AT90 | - | AT90usb646, AT90usb1286 |
| SAMD | SAMC21G18 | SAMC21G18, SAMD21G18, SAMD21E18, SAMD21J18, SAMD21E15, SAMD51G19, SAMD51J19, SAMD51N19, SAMD51P20, SAME51J19, SAME51N19, SAME54P20 |
Telepítési utasítások¶
Vezetékek¶
A hosszú távú jelintegritás érdekében árnyékolt, sodrott érpáros (cat5e vagy jobb) ethernet-kábel használata ajánlott. Ha továbbra is jelintegritási problémákat tapasztalsz (SPI/I2C hibák):
- Duplán ellenőrizd a vezetékeket egy digitális multiméterrel:
- Helyes csatlakozások kikapcsolt állapotban (folytonosság)
- Helyes hálózati és földelési feszültségek
- Csak I2C:
- Ellenőrizd, hogy az SCL és SDA vonalak ellenállása a 3,3V-on 900 ohm és 1,8K között van-e
- A teljes műszaki részleteket lásd az I2C-busz specifikációjának 7. fejezetében és az UM10204 felhasználói kézikönyvben a gyors üzemmódhoz
- Rövidítsd a kábelt
Az ethernet kábel árnyékolását csak az MCU lap/Pi földeléséhez csatlakoztasd.
Kétszer is ellenőrizd a vezetékeket a bekapcsolás előtt, hogy elkerüld az MCU/Raspberry Pi vagy a gyorsulásmérő károsodását.
SPI Gyorsulásmérők¶
Javasolt csavart érpáros sorrend három csavart érpárhoz:
GND+MISO
3.3V+MOSI
SCLK+CS
Vedd figyelembe, hogy a kábelárnyékolással ellentétben a GND-t mindkét végén csatlakoztatni kell.
ADXL345¶
Közvetlenül a Raspberry Pi-re¶
Figyelem: Sok MCU működik az ADXL345-tel SPI módban (pl. Pi Pico), a kábelezés és a konfiguráció az adott laptól és a rendelkezésre álló tűktől függően változik.
Az ADXL345-öt SPI-n keresztül kell csatlakoztatnod a Raspberry Pi-hez. Vedd figyelembe, hogy az ADXL345 dokumentációja által javasolt I2C kapcsolatnak túl alacsony az adatforgalmi képessége, és nem fog működni. Az ajánlott kapcsolási séma:
| ADXL345 tű | RPi tű | RPi tű név |
|---|---|---|
| 3V3 (or VCC) | 01 | 3.3V DC feszültség |
| GND | 06 | Föld |
| CS | 24 | GPIO08 (SPI0_CE0_N) |
| SDO | 21 | GPIO09 (SPI0_MISO) |
| SDA | 19 | GPIO10 (SPI0_MOSI) |
| SCL | 23 | GPIO11 (SPI0_SCLK) |
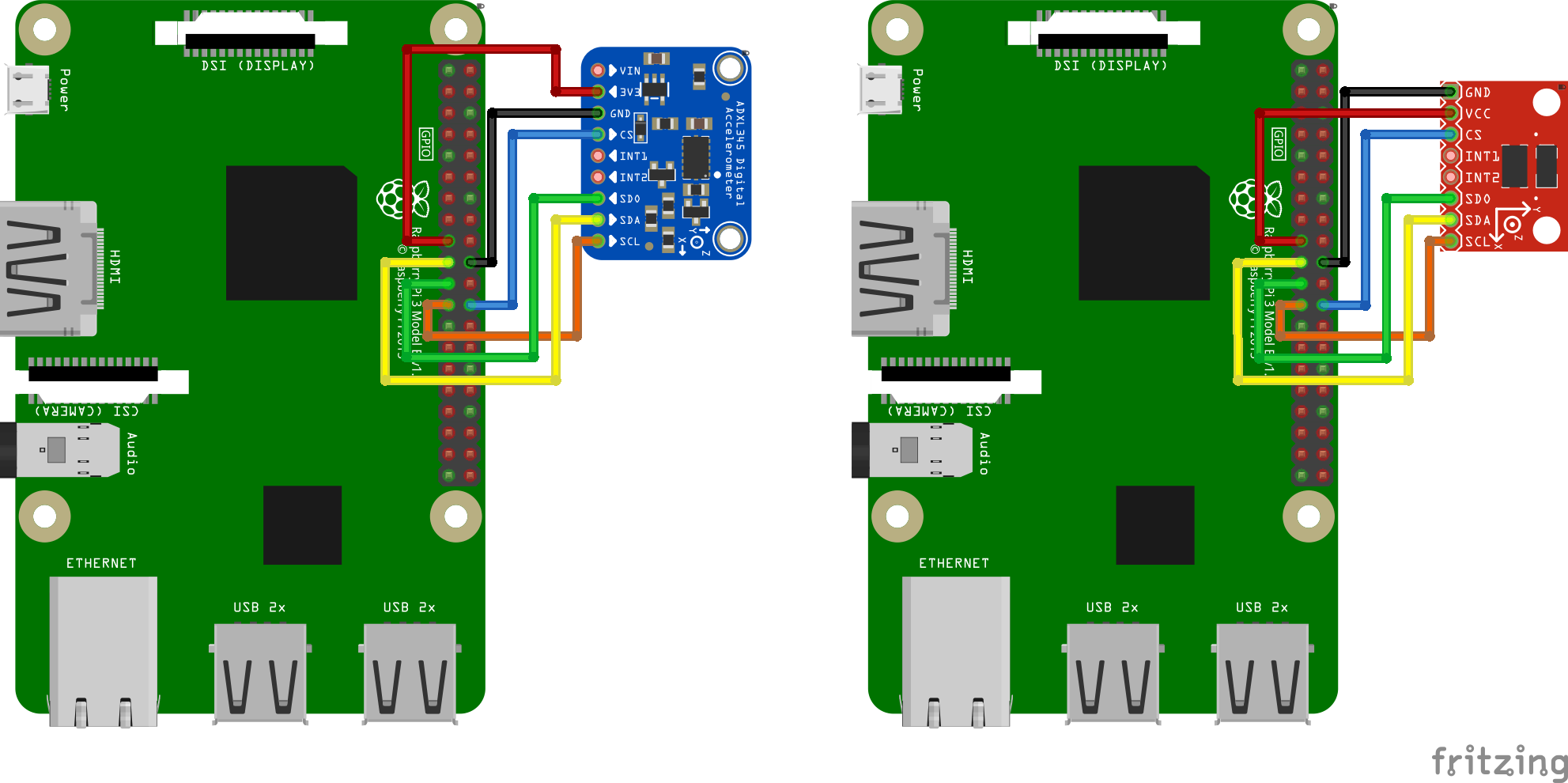
Fritzing kapcsolási rajzok néhány ADXL345 laphoz:
Raspberry Pi Pico használata¶
Az ADXL345-öt csatlakoztathatod a Raspberry Pi Pico számítógéphez, majd a Pico számítógépet USB-n keresztül csatlakoztathatod a Raspberry Pi számítógéphez. Ez megkönnyíti a gyorsulásmérő újrafelhasználását más Klipper eszközökön, mivel GPIO helyett USB-n keresztül csatlakozik. A Pico nem rendelkezik nagy feldolgozási teljesítménnyel, ezért győződj meg róla, hogy csak a gyorsulásmérőt futtatja, és nem végez más feladatokat.
Az RPi károsodásának elkerülése érdekében ügyelj arra, hogy az ADXL345-öt csak 3,3 V-hoz csatlakoztasd. A tábla elrendezésétől függően előfordulhat, hogy egy feszváltó jelen van, ami veszélyessé teszi az 5V-ot az RPi számára.
| ADXL345 tű | Pico tű | Pico tű neve |
|---|---|---|
| 3V3 (or VCC) | 36 | 3.3V DC feszültség |
| GND | 38 | Föld |
| CS | 2 | GP1 (SPI0_CSn) |
| SDO | 1 | GP0 (SPI0_RX) |
| SDA | 5 | GP3 (SPI0_TX) |
| SCL | 4 | GP2 (SPI0_SCK) |
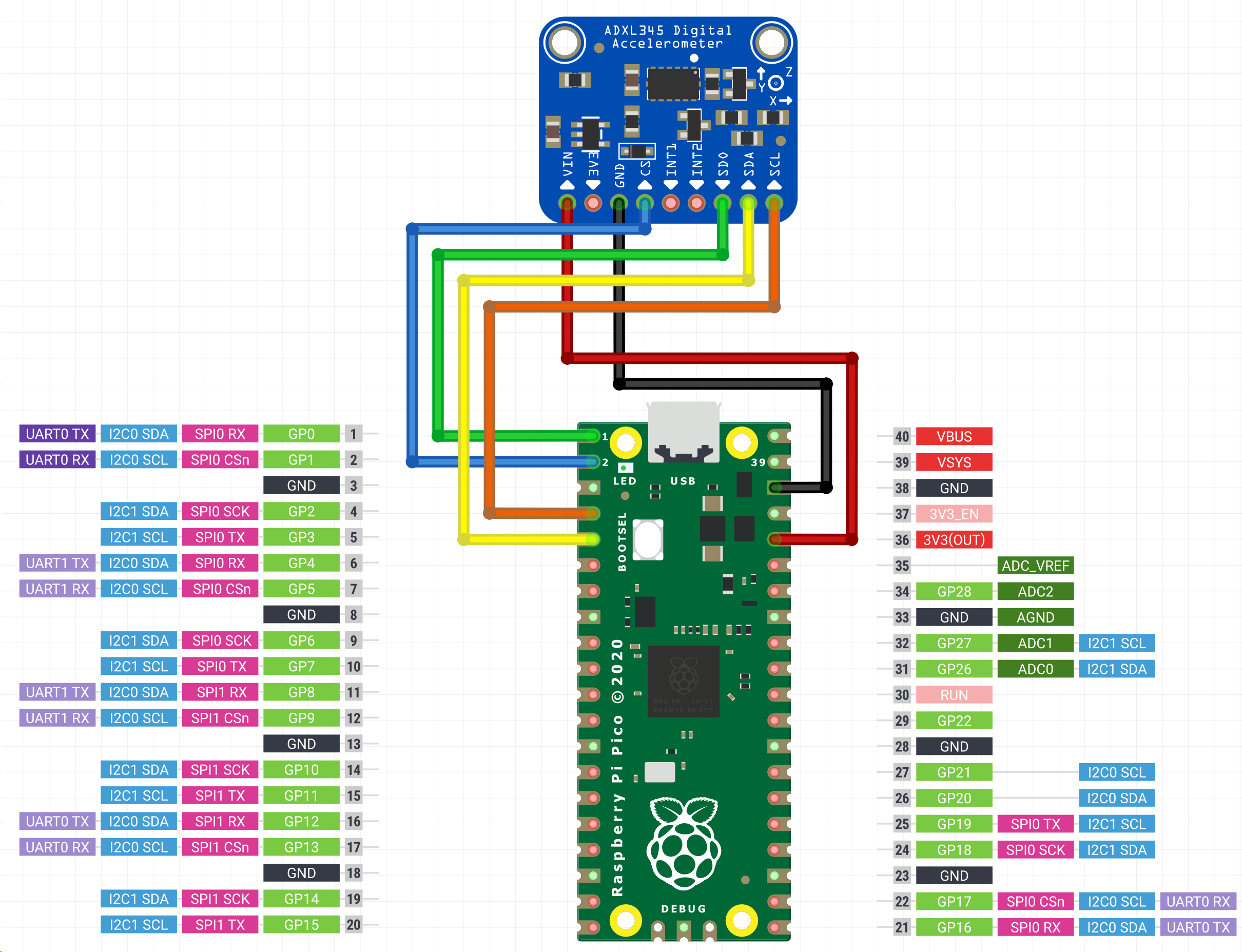
Néhány ADXL345 lap kapcsolási rajzai:
I2C Gyorsulásmérők¶
Javasolt csavart érpáros sorrend három érpárhoz (előnyben részesített):
3.3V+GND
SDA+GND
SCL+GND
vagy két párra:
3.3V+SDA
GND+SCL
Vedd figyelembe, hogy a kábelárnyékolással ellentétben a GND(k)-et mindkét végén csatlakoztatni kell.
MPU-9250/MPU-9255/MPU-6515/MPU-6050/MPU-6500/ICM20948¶
Ezeket a gyorsulásmérőket teszteltük, hogy az RPi, RP2040 (Pico) és AVR modelleken 400kbit/s sebességgel (gyors mód) működnek I2C-n keresztül. Néhány MPU gyorsulásmérő modul tartalmaz pull-upot, de néhány túl nagy 10K, és kisebb párhuzamos ellenállásokkal kell megváltoztatni vagy kiegészíteni.
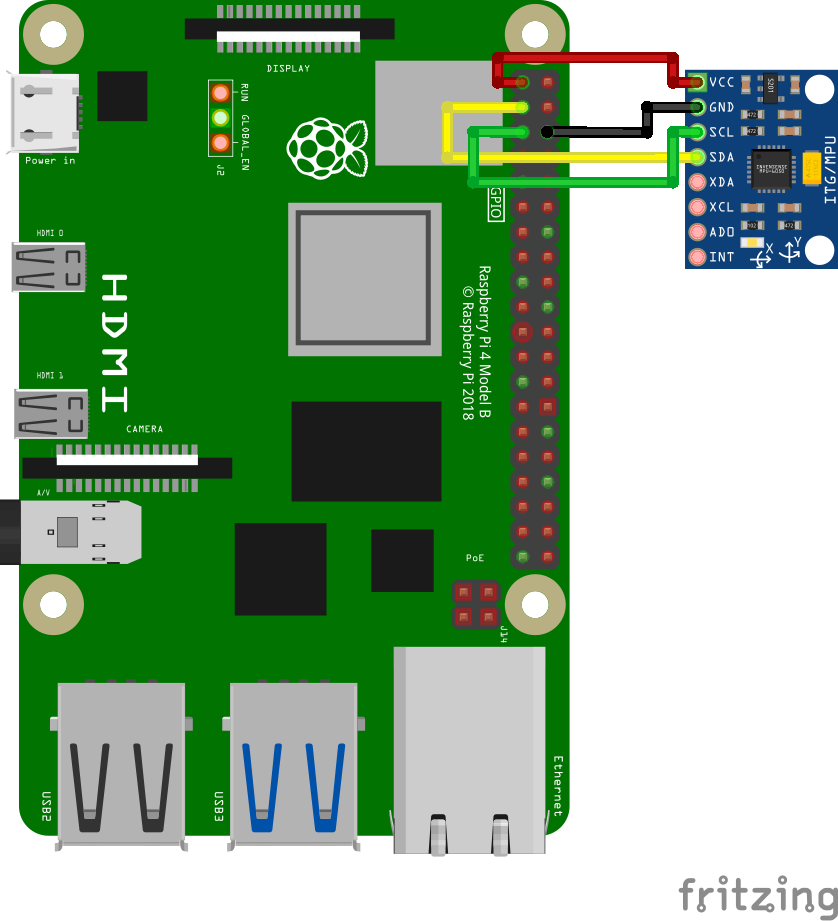
Ajánlott csatlakozási séma az I2C-hez a Raspberry Pi-n:
| MPU-9250 tű | RPi tű | RPi tű név |
|---|---|---|
| VCC | 01 | 3.3v DC feszültség |
| GND | 09 | Föld |
| SDA | 03 | GPIO02 (SDA1) |
| SCL | 05 | GPIO03 (SCL1) |
Az RPi mind az SCL, mind az SDA esetében rendelkezik beépített 1,8K pull-upokkal.
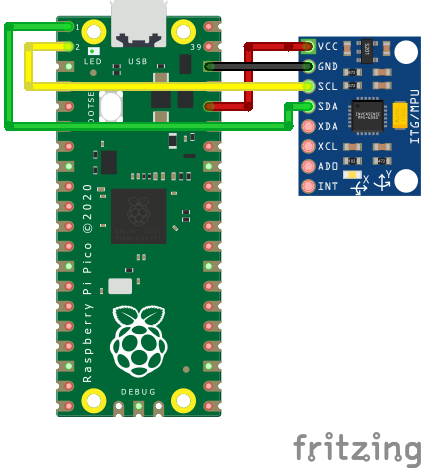
Az I2C (i2c0a) ajánlott csatlakozási sémája az RP2040-en:
| MPU-9250 tű | RP2040 tű | RP2040 tű neve |
|---|---|---|
| VCC | 36 | 3v3 |
| GND | 38 | Föld |
| SDA | 01 | GP0 (I2C0 SDA) |
| SCL | 02 | GP1 (I2C0 SCL) |
A Pico nem tartalmaz beépített I2C pull-up ellenállást.
Az AVR ATmega328P Arduino Nano I2C(TWI) ajánlott csatlakozási sémája:¶
| MPU-9250 tű | Atmega328P TQFP32 tű | Atmega328P tű neve | Arduino Nano tű |
|---|---|---|---|
| VCC | 39 | - | - |
| GND | 38 | Föld | GND |
| SDA | 27 | SDA | A4 |
| SCL | 28 | SCL | A5 |
Az Arduino Nano nem tartalmaz beépített pull-up ellenállást és 3,3 V-os tápcsatlakozót sem.
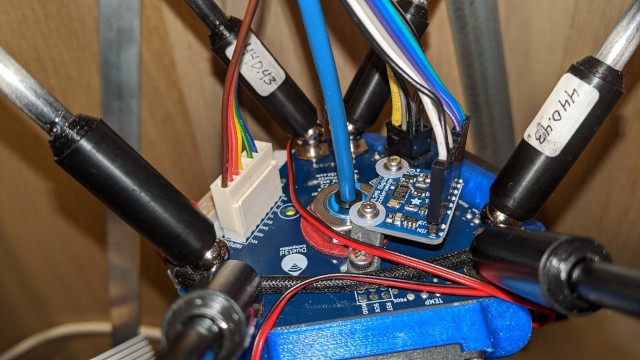
A gyorsulásmérő felszerelése¶
A gyorsulásmérőt a nyomtatófejhez kell csatlakoztatni. Meg kell tervezni egy megfelelő rögzítést, amely illeszkedik a saját 3D nyomtatódhoz. A gyorsulásmérő tengelyeit jobb a nyomtató tengelyeihez igazítani (de ha ez kényelmesebbé teszi, a tengelyek felcserélhetők - azaz nem kell az X tengelyt X-hez igazítani, és így tovább. Akkor is jónak kell lennie, ha a gyorsulásmérő Z tengelye a nyomtató X tengelye, stb).
Példa az ADXL345 SmartEffectorra történő felszerelésére:
Vedd figyelembe, hogy egy tárgyasztal csúsztatós nyomtatónál 2 rögzítést kell tervezni: egyet a nyomtatófejhez és egyet a tárgyasztalhoz, és a méréseket kétszer kell elvégezni. További részletekért lásd a megfelelő szakaszt.
Figyelem: győződj meg arról, hogy a gyorsulásmérő és a helyére rögzítő csavarok nem érnek a nyomtató fém részeihez. Alapvetően a rögzítést úgy kell kialakítani, hogy biztosítsa a gyorsulásmérő elektromos szigetelését a nyomtató keretétől. Ennek elmulasztása földhurkot hozhat létre a rendszerben, ami károsíthatja az elektronikát.
Szoftver telepítése¶
Vedd figyelembe, hogy a rezonanciamérések és a shaper automatikus kalibrálása további, alapértelmezés szerint nem telepített szoftverfüggőségeket igényel. Először futtasd a Raspberry Pi számítógépen a következő parancsokat:
sudo apt update
sudo apt install python3-numpy python3-matplotlib libatlas-base-dev libopenblas-dev
Ezután a NumPy telepítéséhez a Klipper környezetbe futtassuk a parancsot:
~/klippy-env/bin/pip install -v "numpy<1.26"
Vedd figyelembe, hogy a CPU teljesítményétől függően ez sok időt vehet igénybe, akár 10-20 percet is. Legyél türelmes, és várd meg a telepítés befejezését. Bizonyos esetekben, ha a kártyán túl kevés RAM van, a telepítés sikertelen lehet, és engedélyezned kell a swapot. Vedd figyelembe a kényszerített verziót is, mivel a NumPY újabb verzióinak olyan követelményei vannak, amelyek nem feltétlenül teljesülnek egyes klipper python környezetekben.
A telepítés után ellenőrizd, hogy a parancs nem mutat-e hibát:
~/klippy-env/bin/python -c 'import numpy;'
A helyes kimenetnek egyszerűen egy új sornak kell lennie.
ADXL345 konfigurálása RPi-vel¶
Először is, ellenőrizd és kövesd az RPi Microcontroller dokumentum utasításait a "linux mcu" beállításához a Raspberry Pi-n. Ez egy második Klipper példányt fog konfigurálni, amely a Pi-n fut.
Győződjünk meg róla, hogy a Linux SPI-illesztőprogram engedélyezve van a sudo raspi-config futtatásával és az SPI engedélyezésével az "Interfacing options" menüben.
Adja hozzá a következőket a printer.cfg fájlhoz:
[mcu rpi]
serial: /tmp/klipper_host_mcu
[adxl345]
cs_pin: rpi:None
[resonance_tester]
accel_chip: adxl345
probe_points:
100, 100, 20 # egy példa
Javasoljuk, hogy 1 mérőponttal kezd, a nyomtatási tárgyasztal közepén, kissé felette.
ADXL345 konfigurálása Pi Pico segítségével¶
A Pico firmware égetése¶
A Raspberry Pi-n fordítsd le a firmware-t a Pico számára.
cd ~/klipper
make clean
make menuconfig

Most, miközben lenyomva tartjuk a BOOTSEL gombot a Pico-n, csatlakoztassuk a Pico-t a Raspberry Pi-hez USB-n keresztül. Fordítsuk le és égessük a firmware-t.
make flash FLASH_DEVICE=first
Ha ez nem sikerül, a rendszer megmondja, hogy melyik FLASH_DEVICE címet kell használni. Ebben a példában ez a make flash FLASH_DEVICE=2e8a:0003. 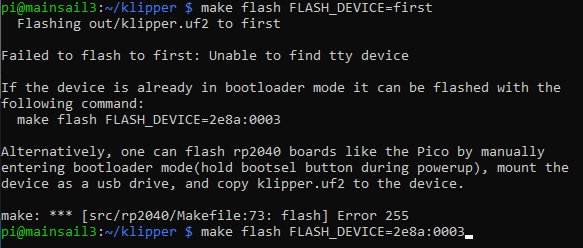
A kapcsolat konfigurálása¶
A Pico most újraindul az új firmware-vel, és soros eszközként fog megjelenni. Keresd meg a Pico soros eszközét az ls /dev/serial/by-id/* segítségével. Most hozzáadhatsz egy adxl.cfg fájlt a következő beállításokkal:
[mcu adxl]
# Változtassuk meg a <mySerial>-t arra, amit fentebb találtunk. Például,
# usb-Klipper_rp2040_E661640843545B2E-if00
serial: /dev/serial/by-id/usb-Klipper_rp2040_<mySerial>.
[adxl345]
cs_pin: adxl:gpio1
spi_bus: spi0a
axes_map: x,z,y
[resonance_tester]
accel_chip: adxl345
probe_points:
# Valahol a nyomtatóágy közepe felett
147,154, 20
[output_pin power_mode] # Javítja a teljesítmény stabilitását
pin: adxl:gpio23
Ha az ADXL345 konfigurációját külön fájlban állítod be, ahogy fentebb látható, akkor a printer.cfg fájlt is módosítani kell, hogy tartalmazza ezt:
[include adxl.cfg] # Kommenteld ki ezt, amikor lekapcsolod a gyorsulásmérőt.
Indítsd újra a Klippert a RESTART paranccsal.
LIS2DW sorozat konfigurálása SPI-n keresztül¶
[mcu lis]
# Változtasd meg a <mySerial> értéket arra, amit fentebb találtál. Például,
# usb-Klipper_rp2040_E661640843545B2E-if00
serial: /dev/serial/by-id/usb-Klipper_rp2040_<mySerial>
[lis2dw]
cs_pin: lis:gpio1
spi_bus: spi0a
axes_map: x,z,y
[resonance_tester]
accel_chip: lis2dw
probe_points:
# Valahol a nyomtatóágy közepe felett valamivel
147,154, 20
Az MPU-6000/9000 sorozat konfigurálása RPi-vel¶
Az MPU-9250 esetében győződj meg róla, hogy a Linux I2C illesztőprogram engedélyezve van, és az átviteli sebesség 400000-re van állítva (további részletekért lásd az I2C engedélyezése részt). Ezután adjuk hozzá a következőket a printer.cfg fájlhoz:
[mcu rpi]
serial: /tmp/klipper_host_mcu
[mpu9250]
i2c_mcu: rpi
i2c_bus: i2c.1
[resonance_tester]
accel_chip: mpu9250
probe_points:
100, 100, 20 # egy példa
If you are using the ICM20948, replace instances of "mpu9250" with "icm20948".
MPU-9520 konfigurálása kompatibilis Pico segítségével¶
A Pico I2C alapértelmezés szerint 400000-re van beállítva. Egyszerűen add hozzá a következőket a printer.cfg fájlhoz:
[mcu pico]
serial: /dev/serial/by-id/<a Pico soros ID azonosítója>
[mpu9250]
i2c_mcu: pico
i2c_bus: i2c0a
[resonance_tester]
accel_chip: mpu9250
probe_points:
100, 100, 20 # egy példa
[static_digital_output pico_3V3pwm] # A teljesítmény stabilitásának javítása
pins: pico:gpio23
If you are using the ICM20948, replace instances of "mpu9250" with "icm20948".
MPU-9520 konfigurálása kompatibilis AVR-rel¶
Az AVR I2C az MPU9250 opcióval 400000-re lesz beállítva. Egyszerűen add hozzá a következőket a printer.cfg fájlhoz:
[mcu nano]
serial: /dev/serial/by-id/<a nano soros ID azonosítója>
[mpu9250]
i2c_mcu: nano
[resonance_tester]
accel_chip: mpu9250
probe_points:
100, 100, 20 # egy példa
If you are using the ICM20948, replace instances of "mpu9250" with "icm20948".
Indítsd újra a Klippert a RESTART paranccsal.
A rezonanciák mérése¶
A beállítás ellenőrzése¶
Most már tesztelheted a kapcsolatot.
- A "nem tárgyasztalt érintő" (pl. egy gyorsulásmérő), az Octoprintbe írd be az
ACCELEROMETER_QUERYparancsot - A "bed-slingers" (pl. egynél több gyorsulásmérő) esetében írd be az
ACCELEROMETER_QUERY CHIP=<chip>ahol<chip>a chip neve a beírt formában, pl.CHIP=bed(lásd: bed-slinger nyomtatók) az összes telepített gyorsulásmérő chip-hez.
A gyorsulásmérő aktuális méréseit kell látnia, beleértve a szabadesés gyorsulását is, pl.
Visszahívás: // adxl345 értékek (x, y, z): 470.719200, 941.438400, 9728.196800
Ha a következő hibát kapod: Invalid adxl345 id (got xx vs e5), ahol xx egy másik azonosító, azonnal próbáld meg újra. Az SPI inicializálásával van probléma. Ha továbbra is hibát kapsz, az az ADXL345-tel való kapcsolódási problémára, vagy a hibás érzékelőre utal. Duplán ellenőrizd a tápellátást, a vezetékezést (hogy megfelel-e a kapcsolási rajzoknak, nincs-e törött vagy laza vezeték stb.) és a forrasztás minőségét.
Ha MPU-9250 kompatibilis gyorsulásmérőt használsz, és az mpu-unknown-ként jelenik meg, óvatosan használd! Valószínűleg felújított chipekről van szó!
Ezután próbáld meg futtatni a MEASURE_AXES_NOISE parancsot az Octoprint-ben, így kaphatsz néhány alapszámot a gyorsulásmérő zajára a tengelyeken (valahol a ~1-100-as tartományban kell lennie). A túl magas tengelyzaj (pl. 1000 és több) az érzékelő problémáira, a tápellátásával kapcsolatos problémákra vagy a 3D nyomtató túl zajos, kiegyensúlyozatlan ventilátoraira utalhat.
A rezonanciák mérése¶
Most már lefuttathatsz néhány valós tesztet. Futtasd a következő parancsot:
TEST_RESONANCES AXIS=X
Vedd figyelembe, hogy az X tengelyen rezgéseket hoz létre. A bemeneti alakítást is letiltja, ha az korábban engedélyezve volt, mivel a rezonancia tesztelés nem érvényes a bemeneti alakító engedélyezésével.
Figyelem! Az első alkalommal mindenképpen figyeld meg a nyomtatót, hogy a rezgések ne legyenek túl hevesek (az M112 paranccsal vészhelyzet esetén megszakítható a teszt; remélhetőleg azonban erre nem kerül sor). Ha a rezgések mégis túl erősek lesznek, megpróbálhatsz az alapértelmezettnél alacsonyabb értéket megadni az accel_per_hz paraméterhez a [resonance_tester] szakaszban, pl.
[resonance_tester]
accel_chip: adxl345
accel_per_hz: 50 # alapértelmezett a 75
probe_points: ...
Ha az X tengelyen működik, futtasd az Y tengelyen is:
TEST_RESONANCES AXIS=Y
Ez 2 CSV-fájlt generál (/tmp/resonances_x_*.csv és /tmp/resonances_y_*.csv). Ezeket a fájlokat a Raspberry Pi önálló szkriptjével lehet feldolgozni. Ezt a szkriptet egyetlen CSV-fájllal kell futtatni minden mért tengelyhez, bár több CSV-fájllal is használható, ha átlagolni szeretnéd az eredményeket. Az eredmények átlagolása hasznos lehet például, ha több vizsgálati ponton végeztél rezonanciatesztet. Töröld az extra CSV-fájlokat, ha nem szeretnéd átlagolni őket.
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_x_*.csv -o /tmp/shaper_calibrate_x.png
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_y_*.csv -o /tmp/shaper_calibrate_y.png
Ez a szkript létrehozza a /tmp/shaper_calibrate_x.png és /tmp/shaper_calibrate_y.png diagramokat a frekvenciaválaszokkal. Az egyes bemeneti shaperek javasolt frekvenciáit is megkapja, valamint azt, hogy melyik bemeneti shaper ajánlott a te beállításodhoz. Például:
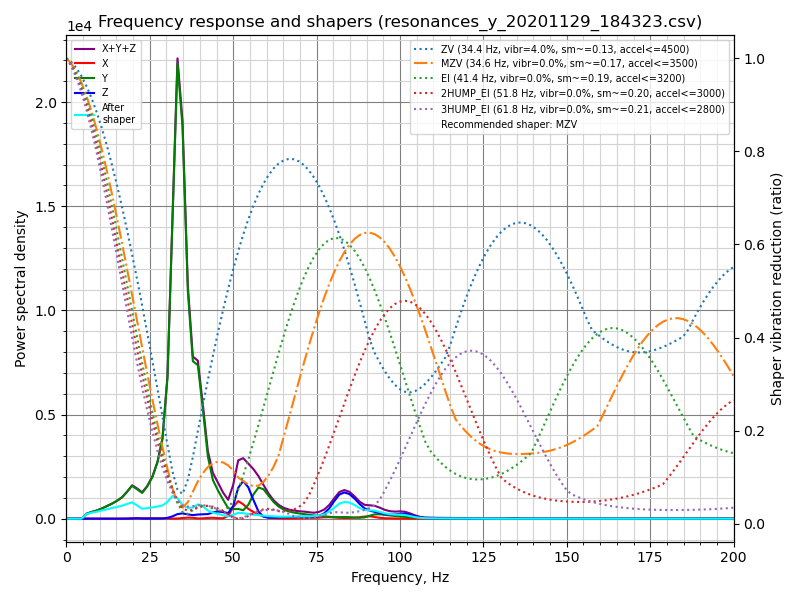
Illesztett alakító 'zv' frekvencia = 34,4 Hz (rezgések = 4,0%, simítás ~= 0,132)
A túl nagy simítás elkerülése érdekében a 'zv', javasolt max_accel <= 4500 mm/sec^2
Alkalmazott alakító 'mzv' frekvencia = 34,6 Hz (rezgések = 0,0%, simítás ~= 0,170)
A túl nagy simítás elkerülése érdekében az 'mzv' esetében javasolt max_accel <= 3500 mm/sec^2
Alkalmazott alakító 'ei' frekvencia = 41,4 Hz (rezgések = 0,0%, simítás ~= 0,188)
A túl nagy simítás elkerülése érdekében az 'ei', javasolt max_accel <= 3200 mm/sec^2
Alkalmazott alakító '2hump_ei' frekvencia = 51,8 Hz (rezgések = 0,0%, simítás ~= 0,201)
A túl nagy simítás elkerülése érdekében a '2hump_ei' esetében javasolt max_accel <= 3000 mm/sec^2
Alkalmazott alakító '3hump_ei' frekvencia = 61,8 Hz (rezgések = 0,0%, simítás ~= 0,215)
A túl nagy simítás elkerülése érdekében a '3hump_ei' esetében javasolt max_accel <= 2800 mm/sec^2
Az ajánlott shaper az mzv @ 34,6 Hz.
A javasolt konfiguráció hozzáadható az [input_shaper] szakaszhoz a printer.cfg részben, például:
[input_shaper]
shaper_freq_x: ...
shaper_type_x: ...
shaper_freq_y: 34.6
shaper_type_y: mzv
[printer]
max_accel: 3000 # nem haladhatja meg a becsült max_accel értéket az X és Y tengelyeknél.
vagy választhatsz más konfigurációt is a generált diagramok alapján: a diagramokon a teljesítményspektrális sűrűség csúcsai megfelelnek a nyomtató rezonanciafrekvenciáinak.
Megjegyzendő, hogy alternatívaként a bemeneti alakító automatikus kalibrációját a Klipperből közvetlenül is futtathatod, ami például a bemeneti alakító re-kalibrációjához lehet hasznos.
Bed-slinger nyomtatók¶
Ha a nyomtatód tárgyasztala Y tengelyen van, akkor meg kell változtatnod a gyorsulásmérő helyét az X és Y tengelyek mérései között: az X tengely rezonanciáit a nyomtatófejre szerelt gyorsulásmérővel, az Y tengely rezonanciáit pedig a tárgyasztalra szerelt gyorsulásmérővel kell mérned (a szokásos nyomtató beállítással).
Azonban két gyorsulásmérőt is csatlakoztathatsz egyszerre, bár az ADXL345-öt különböző lapokhoz kell csatlakoztatni (mondjuk egy RPi és egy nyomtató MCU alaplaphoz), vagy két különböző fizikai SPI interfészhez ugyanazon a lapon (ritkán elérhető). Ezután a következő módon konfigurálhatók:
[adxl345 hotend]
# Feltételezve, hogy a `hotend` chip egy RPi-hez van csatlakoztatva.
cs_pin: rpi:None
[adxl345 bed]
# Feltételezve, hogy a `bed` chip egy nyomtató MCU lapkához van csatlakoztatva.
cs_pin: ... # nyomtató alaplap SPI chip kiválasztó (CS) tűje
[resonance_tester]
# Feltételezve az Y tárgyasztalos nyomtató tipikus beállítását.
accel_chip_x: adxl345 hotend
accel_chip_y: adxl345 bed
probe_points: ...
Két MPU megosztható egy I2C buszon, de nem mérhetnek egyszerre, mivel a 400kbit/s-os I2C busz nem elég gyors. Az egyiknek az AD0 tűjét 0V-ra kell lehúzni (104-es cím), a másiknak pedig az AD0 tűjét 3,3V-ra kell felhúzni (105-ös cím):
[mpu9250 hotend]
i2c_mcu: rpi
i2c_bus: i2c.1
i2c_address: 104 # Ezen az MPU-n az AD0 pin alacsonyra van húzva.
[mpu9250 bed]
i2c_mcu: rpi
i2c_bus: i2c.1
i2c_address: 105 # Ez az MPU az AD0 tűt magasra húzta.
[resonance_tester]
# Feltételezve a nyomtató tipikus beállítását a bed slinger nyomtatóhoz.
accel_chip_x: mpu9250 hotend
accel_chip_y: mpu9250 bed
probe_points: ...
[A hibakeresés megkönnyítése érdekében teszteld mindkét MPU-t külön-külön, mielőtt mindkettőt a buszra csatlakoztatod.]
Ekkor a TEST_RESONANCES AXIS=X és TEST_RESONANCES AXIS=Y parancsok a megfelelő gyorsulásmérőt fogják használni minden tengelyhez.
Max simítás¶
Ne feledd, hogy a bemeneti formázó simítást hozhat létre az alkatrészekben. A calibrate_shaper.py szkript vagy SHAPER_CALIBRATE parancs által végrehajtott bemeneti formázó automatikus hangolása nem súlyosbítja a simítást, ugyanakkor megpróbálja minimalizálni az ebből eredő rezgéseket. Néha az alakformáló frekvencia optimálistól elmaradó választását hozhatja, vagy talán egyszerűen csak kevésbé simítja az alkatrészeket a nagyobb fennmaradó rezgések rovására. Ezekben az esetekben kérheted a bemeneti formázó maximális simításának korlátozását.
Nézzük meg az automatikus hangolás következő eredményeit:
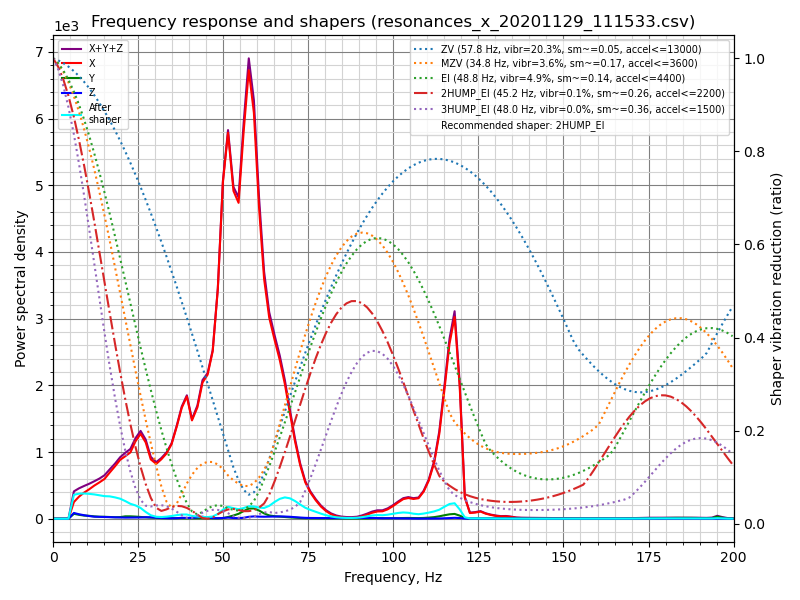
Illesztett alakító 'zv' frekvencia = 57,8 Hz (rezgések = 20,3%, simítás ~= 0,053)
A túl nagy simítás elkerülése érdekében a 'zv', javasolt max_accel <= 13000 mm/sec^2
Alkalmazott alakító 'mzv' frekvencia = 34,8 Hz (rezgések = 3,6%, simítás ~= 0,168)
A túl nagy simítás elkerülése érdekében az 'mzv' esetében javasolt max_accel <= 3600 mm/sec^2
Alkalmazott alakító 'ei' frekvencia = 48,8 Hz (rezgések = 4,9%, simítás ~= 0,135)
A túl nagy simítás elkerülése érdekében az 'ei', javasolt max_accel <= 4400 mm/sec^2
Alkalmazott alakító '2hump_ei' frekvencia = 45,2 Hz (rezgések = 0,1%, simítás ~= 0,264)
A túl nagy simítás elkerülése érdekében a '2hump_ei' esetében javasolt max_accel <= 2200 mm/sec^2
Alkalmazott alakító '3hump_ei' frekvencia = 48,0 Hz (rezgések = 0,0%, simítás ~= 0,356)
A túl nagy simítás elkerülése érdekében a '3hump_ei' esetében javasolt max_accel <= 1500 mm/sec^2
Az ajánlott alakító 2hump_ei @ 45,2 Hz.
Vedd figyelembe, hogy a bejelentett simítás értékek absztrakt vetített értékek. Ezek az értékek különböző konfigurációk összehasonlítására használhatók: minél magasabb az érték, annál nagyobb simítást hoz létre a formázó. Ezek a simítási értékek azonban nem jelentik a simítás valódi mértékét, mivel a tényleges simítás a max_accel és square_corner_velocity paraméterektől függ. Ezért érdemes néhány tesztnyomatot nyomtatni, hogy lássuk, pontosan mekkora simítást hoz létre a kiválasztott konfiguráció.
A fenti példában a javasolt alakító paraméterek nem rosszak, de mi van akkor, ha az X tengelyen kevesebb simítást szeretnél elérni? Megpróbálhatod korlátozni a maximális alakító simítást a következő paranccsal:
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_x_*.csv -o /tmp/shaper_calibrate_x.png --max_smoothing=0.2
amely a simítást 0,2 pontszámra korlátozza. Most a következő eredményt kaphatod:
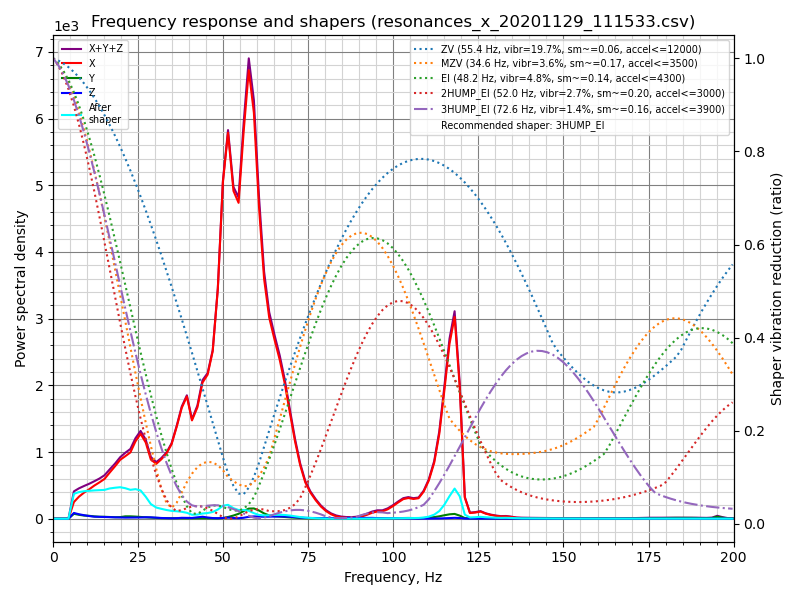
Illesztett alakító 'zv' frekvencia = 55,4 Hz (rezgések = 19,7%, simítás ~= 0,057)
A túl nagy simítás elkerülése érdekében a 'zv', javasolt max_accel <= 12000 mm/sec^2
Alkalmazott alakító 'mzv' frekvencia = 34,6 Hz (rezgések = 3,6%, simítás ~= 0,170)
A túl nagy simítás elkerülése érdekében az 'mzv' esetében javasolt max_accel <= 3500 mm/sec^2
Alkalmazott alakító 'ei' frekvencia = 48,2 Hz (rezgések = 4,8%, simítás ~= 0,139)
A túl nagy simítás elkerülése érdekében az 'ei' esetében javasolt max_accel <= 4300 mm/sec^2
Alkalmazott alakító '2hump_ei' frekvencia = 52,0 Hz (rezgések = 2,7%, simítás ~= 0,200)
A túl nagy simítás elkerülése érdekében a '2hump_ei' esetében javasolt max_accel <= 3000 mm/sec^2
Alkalmazott alakító '3hump_ei' frekvencia = 72,6 Hz (rezgések = 1,4%, simítás ~= 0,155)
A túl nagy simítás elkerülése érdekében a '3hump_ei' esetében javasolt max_accel <= 3900 mm/sec^2
Az ajánlott alakító 3hump_ei @ 72,6 Hz.
Ha összehasonlítjuk a korábban javasolt paraméterekkel, a rezgések kicsit nagyobbak, de a simítás lényegesen kisebb, mint korábban, ami nagyobb maximális gyorsulást tesz lehetővé.
A max_smoothing paraméter kiválasztásakor a próbálgatás és a tévedés módszerét alkalmazhatjuk. Próbálj ki néhány különböző értéket, és nézd meg, milyen eredményeket kapsz. Vedd figyelembe, hogy a bemeneti alakító által előállított tényleges simítás elsősorban a nyomtató legalacsonyabb rezonanciafrekvenciájától függ: minél magasabb a legalacsonyabb rezonancia frekvenciája - annál kisebb a simítás. Ezért ha azt kéred a parancsfájltól, hogy a bemeneti alakító olyan konfigurációt keressen meg, amely irreálisan kis simítással rendelkezik, akkor ez a legalacsonyabb rezonanciafrekvenciákon (amelyek jellemzően a nyomatokon is jobban láthatóak) megnövekedett rezgés árán fog történni. Ezért mindig ellenőrizd kétszeresen a szkript által jelzett vetített maradó rezgéseket, és győződj meg róla, hogy azok nem túl magasak.
Ha mindkét tengelyhez jó max_smoothing értéket választasz, akkor azt a printer.cfg állományban tárolhatod a következő módon
[resonance_tester]
accel_chip: ...
probe_points: ...
max_smoothing: 0.25 # egy példa
Ezután, ha a jövőben újraindítod a bemeneti alakító automatikus hangolását a SHAPER_CALIBRATE Klipper parancs segítségével, akkor a tárolt max_smoothing értéket fogja referenciaként használni.
A max_accel kiválasztása¶
Mivel a bemeneti alakító némi simítást okozhat az elemekben, különösen nagy gyorsulásoknál, továbbra is meg kell választani a max_accel értéket, amely nem okoz túl nagy simítást a nyomtatott alkatrészekben. Egy kalibrációs szkript becslést ad a max_accel paraméterre, amely nem okozhat túl nagy simítást. Vedd figyelembe, hogy a kalibrációs szkript által megjelenített max_accel csak egy elméleti maximum, amelynél az adott alakító még képes úgy dolgozni, hogy nem okoz túl nagy simítást. Semmiképpen sem ajánlott ezt a gyorsulást beállítani a nyomtatáshoz. A nyomtatód által elviselhető maximális gyorsulás a nyomtató mechanikai tulajdonságaitól és a használt léptetőmotorok maximális nyomatékától függ. Ezért javasolt a max_accel beállítása a [nyomtató] szakaszban, amely nem haladja meg az X és Y tengelyek becsült értékeit, valószínűleg némi konzervatív biztonsági tartalékkal.
Alternatívaként kövesd ezt a részt a bemeneti alakító hangolási útmutatójában, és nyomtasd ki a tesztmodellt a max_accel paraméter kísérleti kiválasztásához.
Ugyanez a figyelmeztetés vonatkozik a bemeneti alakító automatikus kalibrálás SHAPER_CALIBRATE paranccsal történő használatára is: az automatikus kalibrálás után továbbra is szükséges a megfelelő max_accel érték kiválasztása, és a javasolt gyorsulási korlátok nem lesznek automatikusan alkalmazva.
Ne feledd, hogy a maximális gyorsulás túl nagy simítás nélkül a square_corner_velocity értéktől függ. Az általános ajánlás az, hogy ne változtassuk meg az alapértelmezett 5.0 értéktől, és ezt az értéket használja alapértelmezés szerint a calibrate_shaper.py szkript. Ha mégis megváltoztattad, akkor a --square_corner_velocity=... paraméter átadásával tájékoztatnod kell erről a szkriptet, például.
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_x_*.csv -o /tmp/shaper_calibrate_x.png --square_corner_velocity=10.0
hogy helyesen tudd kiszámítani a maximális gyorsulási ajánlásokat. Vedd figyelembe, hogy a SHAPER_CALIBRATE parancs már figyelembe veszi a konfigurált square_corner_velocity paramétert, és nincs szükség annak explicit megadására.
Ha a formázó újrakalibrálását végzi, és a javasolt formázó konfigurációhoz tartozó simítás majdnem megegyezik az előző kalibrálás során kapott értékkel, ez a lépés kihagyható.
Megbízhatatlan rezonanciafrekvenciák mérése¶
Néha a rezonancia mérések hamis eredményeket adhatnak, ami a bemeneti alakítókra vonatkozó helytelen javaslatokhoz vezet. Ennek számos oka lehet, például a nyomtatófej ventilátorok, a gyorsulásmérő helytelen helyzete vagy nem merev rögzítése, vagy mechanikai problémák, például laza szíjak vagy tengelyek kötése vagy döcögése. Ne feledd, hogy a rezonancia vizsgálatához minden ventilátort ki kell kapcsolni, különösen a zajosakat, és hogy a gyorsulásmérőt stabilan kell felszerelni a megfelelő mozgó alkatrészre (pl. magára az ágyra a mozgó ágyak esetében, vagy magára a nyomtató extruderére és nem a kocsira, és egyesek jobb eredményeket érnek el, ha a gyorsulásmérőt magára a fúvókára szerelik). Ami a mechanikai problémákat illeti, a felhasználónak ellenőriznie kell, hogy van-e olyan hiba, amely a mozgó tengelyen javítható (pl. a lineáris vezetősínek megtisztítása és kenése, valamint a V-nyílású kerekek feszességének megfelelő beállítása). Ha mindez nem segít, a felhasználó kipróbálhatja az alapértelmezetten ajánlott formázón kívül a többi formázót is a gyártott listából.
Egyéni tengelyek tesztelése¶
TEST_RESONANCES parancs támogatja az egyéni tengelyeket. Bár ez nem igazán hasznos a bemeneti alakító kalibrálásához, a nyomtató rezonanciáinak alapos tanulmányozására és például a szíjfeszítés ellenőrzésére használható.
A CoreXY nyomtatókon a szíjfeszítés ellenőrzéséhez hajtsd végre a következőt
TEST_RESONANCES AXIS=1,1 OUTPUT=raw_data
TEST_RESONANCES AXIS=1,-1 OUTPUT=raw_data
és használjuk a graph_accelerometer.py fájlt a generált fájlok feldolgozásához, pl.
~/klipper/scripts/graph_accelerometer.py -c /tmp/raw_data_axis*.csv -o /tmp/resonances.png
amely a rezonanciákat összehasonlítva /tmp/resonances.png képet hoz létre.
Az alapértelmezett toronyelhelyezésű Delta nyomtatók esetében (A torony ~= 210 fok, B ~= 330 fok és C ~= 90 fok), hajtsd végre a következőt
TEST_RESONANCES AXIS=0,1 OUTPUT=raw_data
TEST_RESONANCES AXIS=-0.866025404,-0.5 OUTPUT=raw_data
TEST_RESONANCES AXIS=0.866025404,-0.5 OUTPUT=raw_data
majd használd ugyanazt a parancsot
~/klipper/scripts/graph_accelerometer.py -c /tmp/raw_data_axis*.csv -o /tmp/resonances.png
/tmp/resonances.png létrehozásához, amely összehasonlítja a rezonanciákat.
Bemeneti formázó automatikus kalibrálása¶
A bemeneti formázó funkció megfelelő paramétereinek kézi kiválasztása mellett a bemeneti alakító automatikus hangolása közvetlenül a Klipperből is elvégezhető. Futtasd a következő parancsot az Octoprint terminálon keresztül:
SHAPER_CALIBRATE
Ez lefuttatja a teljes tesztet mindkét tengelyre, és létrehozza a csv-kimenetet (/tmp/calibration_data_*.csv alapértelmezés szerint) a frekvenciaválaszról és a javasolt bemeneti alakítókról. Az Octoprint konzolon megkapod az egyes bemeneti alakítók javasolt frekvenciáit is, valamint azt, hogy melyik bemeneti alakítót ajánljuk a Te beállításodhoz. Például:
A legjobb bemeneti alakító paraméterek kiszámítása az Y tengelyhez
Beillesztett alakító 'zv' frekvencia = 39,0 Hz (rezgések = 13,2%, simítás ~= 0,105)
A túl nagy simítás elkerülése érdekében a 'zv', javasolt max_accel <= 5900 mm/sec^2
Alkalmazott alakító 'mzv' frekvencia = 36,8 Hz (rezgések = 1,7%, simítás ~= 0,150)
A túl nagy simítás elkerülése érdekében az 'mzv' esetében javasolt max_accel <= 4000 mm/sec^2
Alkalmazott alakító 'ei' frekvencia = 36,6 Hz (rezgések = 2,2%, simítás ~= 0,240)
A túl nagy simítás elkerülése érdekében az 'ei', javasolt max_accel <= 2500 mm/sec^2
Alkalmazott alakító '2hump_ei' frekvencia = 48,0 Hz (rezgések = 0,0%, simítás ~= 0,234)
A túl nagy simítás elkerülése érdekében a '2hump_ei' esetében javasolt max_accel <= 2500 mm/sec^2
Alkalmazott alakító '3hump_ei' frekvencia = 59,0 Hz (rezgések = 0,0%, simítás ~= 0,235)
A túl nagy simítás elkerülése érdekében a '3hump_ei' esetében javasolt max_accel <= 2500 mm/sec^2
Ajánlott shaper_type_y = mzv, shaper_freq_y = 36,8 Hz
Ha egyetértesz a javasolt paraméterekkel, akkor a SAVE_CONFIG parancsot most végre lehet hajtani a paraméterek mentéséhez és a Klipper újraindításához. Vedd figyelembe, hogy ez nem frissíti a max_accel értéket a [printer] szakaszban. Ezt manuálisan kell frissítened a max_accel kiválasztása szakaszban leírtak szerint.
Ha a nyomtatód Y tengelyén van a tárgyasztal akkor megadhatod, hogy melyik tengelyt kívánod tesztelni, így a tesztek között megváltoztathatod a gyorsulásmérő rögzítési pontját (alapértelmezés szerint a teszt mindkét tengelyen végrehajtásra kerül):
SHAPER_CALIBRATE AXIS=Y
A SAVE_CONFIG parancsot kétszer - minden egyes tengely kalibrálása után - lehet végrehajtani.
Ha azonban egyszerre két gyorsulásmérőt csatlakoztattál, egyszerűen futtasd a SHAPER_CALIBRATE parancsot tengely megadása nélkül, hogy a bemeneti alakítót mindkét tengelyre egy menetben kalibráld.
Bemeneti formázó újrakalibrálása¶
SHAPER_CALIBRATE parancs arra is használható, hogy a bemeneti alakítót a jövőben újra kalibrálja, különösen akkor, ha a nyomtató kinematikáját befolyásoló változások történnek. A teljes kalibrációt vagy a SHAPER_CALIBRATE paranccsal lehet újra lefuttatni, vagy az automatikus kalibrálást egyetlen tengelyre lehet korlátozni az AXIS= paraméter megadásával, például a következő módon
SHAPER_CALIBRATE AXIS=X
Figyelem! Nem tanácsos a formázógép automatikus kalibrációját nagyon gyakran futtatni (pl. minden nyomtatás előtt vagy minden nap). A rezonanciafrekvenciák meghatározása érdekében az automatikus kalibrálás intenzív rezgéseket hoz létre az egyes tengelyeken. A 3D nyomtatókat általában nem úgy tervezték, hogy a rezonanciafrekvenciákhoz közeli rezgéseknek tartósan ellenálljanak. Ez növelheti a nyomtató alkatrészeinek kopását és csökkentheti élettartamukat. Megnő a kockázata annak is, hogy egyes alkatrészek kicsavarodnak vagy meglazulnak. Minden egyes automatikus hangolás után mindig ellenőrizd, hogy a nyomtató minden alkatrésze (beleértve azokat is, amelyek normál esetben nem mozoghatnak) biztonságosan a helyén van-e rögzítve.
Továbbá a mérések zajossága miatt lehetséges, hogy a hangolási eredmények kissé eltérnek az egyes kalibrálási folyamatok között. Ennek ellenére nem várható, hogy a zaj túlságosan befolyásolja a nyomtatási minőséget. Mindazonáltal továbbra is tanácsos kétszer is ellenőrizni a javasolt paramétereket, és használat előtt nyomtatni néhány próbanyomatot, hogy megbizonyosodj arról, hogy azok megfelelőek.
A gyorsulásmérő adatainak offline feldolgozása¶
Lehetőség van a nyers gyorsulásmérő adatok előállítására és offline feldolgozására (pl. egy központi gépen), például rezonanciák keresésére. Ehhez futtasd a következő parancsokat az Octoprint terminálon keresztül:
SET_INPUT_SHAPER SHAPER_FREQ_X=0 SHAPER_FREQ_Y=0
TEST_RESONANCES AXIS=X OUTPUT=raw_data
a SET_INPUT_SHAPER parancs hibáinak figyelmen kívül hagyása. A TEST_RESONANCES parancshoz add meg a kívánt teszttengelyt. A nyers adatok az RPi /tmp könyvtárába kerülnek kiírásra.
A nyers adatokat úgy is megkaphatjuk, ha a ACCELEROMETER_MEASURE parancsot kétszer futtatjuk valamilyen normál nyomtatási tevékenység közben - először a mérések elindításához, majd azok leállításához és a kimeneti fájl írásához. További részletekért lásd a G-kódok című dokumentumot.
Az adatokat később a következő szkriptekkel lehet feldolgozni: scripts/graph_accelerometer.py és scripts/calibrate_shaper.py. Mindkettő egy vagy több nyers csv-fájlt fogad el bemenetként a módtól függően. A graph_accelerometer.py szkript többféle üzemmódot támogat:
- nyers gyorsulásmérő adatok ábrázolása (használd a
-rparamétert), csak 1 bemenet támogatott; - frekvenciaválasz ábrázolása (nincs szükség további paraméterekre), ha több bemenet van megadva, az átlagos frekvenciaválasz kerül kiszámításra;
- több bemenet frekvenciaválaszának összehasonlítása (használd a
-cparamétert); a-a x,-a yvagy-a zparaméterrel ezen felül megadhatod, hogy melyik gyorsulásmérő tengelyt vegye figyelembe (ha nincs megadva, az összes tengely rezgéseinek összegét használja); - a spektrogram ábrázolása (használd a
-sparamétert), csak 1 bemenet támogatott; a-a x,-a yvagy-a zparaméterrel ezen felül megadhatod, hogy melyik gyorsulásmérő tengelyt vegye figyelembe (ha nincs megadva, akkor az összes tengely rezgéseinek összegét használja).
Vedd figyelembe, hogy a graph_accelerometer.py szkript csak a raw_data*.csv fájlokat támogatja, a resonances*.csv vagy calibration_data*.csv fájlokat nem.
Például,
~/klipper/scripts/graph_accelerometer.py /tmp/raw_data_x_*.csv -o /tmp/resonances_x.png -c -a z
több /tmp/raw_data_x_*.csv fájl és /tmp/resonances_x.png fájl összehasonlítását ábrázolja a Z tengelyen.
A shaper_calibrate.py szkript 1 vagy több bemenetet fogad el, és képes a bemeneti formázó automatikus hangolására, valamint a legjobb paraméterek kiválasztására, amelyek jól működnek az összes megadott bemeneten. A javasolt paramétereket kiírja a konzolra, és emellett képes létrehozni a grafikont, ha -o output.png paramétert adunk meg, vagy a CSV fájlt, ha -c output.csv paramétert adunk meg.
Több bemenet megadása a shaper_calibrate.py szkriptnek hasznos lehet, ha például a bemeneti formázók haladó hangolását végezzük:
- A
TEST_RESONANCES AXIS=X OUTPUT=raw_data(ésYtengely) futtatása egy tengelyre kétszer egy Y tárgyasztalos nyomtatón úgy, hogy a gyorsulásmérő először a nyomtatófejhez, másodszor pedig a tárgyasztalhoz csatlakozik, hogy a tengelyek keresztrezonanciáit felismerjük, és megpróbáljuk azokat a bemeneti alakítókkal megszüntetni. - A
TEST_RESONANCES AXIS=Y OUTPUT=raw_datakétszeri futtatása egy üveg tárgyasztalos és egy mágneses felületű (amelyik könnyebb) tárgyasztalon, hogy megtaláljuk azokat a bemeneti alakító paramétereket, amelyek jól működnek bármilyen nyomtatási felületkonfiguráció esetén. - A több vizsgálati pontból származó rezonanciaadatok kombinálása.
- A 2 tengely rezonanciaadatainak kombinálása (pl. egy Y tengelyen lévő tárgyasztalos nyomtatónál az X-tengely input_shaper konfigurálása mind az X-, mind az Y-tengely rezonanciáiból, hogy a tárgyasztal rezgéseit megszüntesse, ha a fúvóka 'elkap' egy nyomtatást, amikor X tengely irányában mozog).