Delta kalibrálás¶
Ez a dokumentum a Klipper "delta" stílusú nyomtatók automatikus kalibrációs rendszerét írja le.
A deltakalibrálás magában foglalja a torony végállásának, a torony szögének, a deltasugárnak és a deltakarok hosszának meghatározását. Ezek a beállítások szabályozzák a nyomtató mozgását a delta nyomtatónál. E paraméterek mindegyike nem nyilvánvaló és nem lineáris hatással bír, és manuálisan nehéz kalibrálni őket. Ezzel szemben a szoftver kalibrációs kódja néhány perc ráfordítással kiváló eredményt adhat. Nincs szükség speciális szintező hardverre.
A delta-kalibrálás végső soron a torony végálláskapcsolóinak pontosságától függ. Ha valaki Trinamic léptetőmotor-meghajtókat használ, akkor fontolja meg a végállási fázis érzékelés engedélyezését, hogy javítsa a kapcsolók pontosságát.
Automatikus vagy kézi szintezés¶
A Klipper támogatja a delta paraméterek kalibrálását kézi szintezéssel vagy automatikus Z-szondával.
Számos delta nyomtató készlethez automatikus Z-szondák tartoznak, amelyek nem elég pontosak (különösen a karok hosszának kis különbségei okozhatnak effektor dőlést, ami elferdítheti az automatikus szondát). Ha automatikus szondát használsz, akkor először kalibráld a szondát, majd ellenőrizd a szonda helyének torzítását. Ha az automatikus szonda torzítása több mint 25 mikron (0.025mm), akkor helyette használj kézi szintezést. A kézi szintezés csak néhány percet vesz igénybe, és kiküszöböli a szonda által okozott hibát.
Ha olyan szondát használsz, amely a fűtőberendezés oldalára van szerelve (azaz X vagy Y eltolással rendelkezik), akkor vedd figyelembe, hogy a delta-kalibrálás végrehajtása érvényteleníti a szonda kalibrálásának eredményeit. Az ilyen típusú szondák ritkán alkalmasak a delta használatára (mivel a kisebb effektor dőlés a szonda helyének torzítását eredményezi). Ha mégis használod a szondát, akkor a delta-kalibrálás után mindenképpen végezd el újra a szonda kalibrálását.
Alapvető delta kalibrálás¶
A Klipper rendelkezik egy DELTA_CALIBRATE paranccsal, amely alapvető delta-kalibrálást végezhet. Ez a parancs a tárgyasztal hét különböző pontját vizsgálja, és új értékeket számol ki a toronyszögek, a toronyvégállások és a delta-sugár számára.
A kalibrálás elvégzéséhez meg kell adni a kiindulási delta paramétereket (karhossz, sugár és végállások), amelyeknek néhány milliméteres pontossággal kell rendelkezniük. A legtöbb delta nyomtató készlet biztosítja ezeket a paramétereket. Konfiguráld a nyomtatót ezekkel a kezdeti alapbeállításokkal, majd futtasd a DELTA_CALIBRATE parancsot az alábbiakban leírtak szerint. Ha nem állnak rendelkezésre alapértelmezett értékek, akkor keress az interneten egy delta-kalibrálási útmutatót, amely alapvető kiindulópontot adhat.
A delta-kalibrálás során előfordulhat, hogy a nyomtatónak a tárgyasztal síkja alatt kell szinteznie, amit egyébként a tárgyasztal síkjának tekinthetnénk. Jellemzően ezt a kalibrálás során a konfiguráció frissítésével engedélyezzük a minimum_z_position=-5 értékkel. (A kalibrálás befejezése után ez a beállítás eltávolítható a konfigurációból.)
A szintezést kétféleképpen lehet elvégezni: kézi szintezés (DELTA_CALIBRATE METHOD=manual) és automatikus szintezés (DELTA_CALIBRATE). A kézi szintezési módszer a fejet a tárgyasztal közelébe mozgatja, majd megvárja, hogy a felhasználó kövesse a "a papírteszt" pontban leírt lépéseket, hogy meghatározza a fúvóka és a tárgyasztal közötti tényleges távolságot az adott helyen.
Az alapvető mérés elvégzéséhez győződj meg arról, hogy a konfigurációban van-e definiálva egy [delta_calibrate] szakasz, majd futtasd az eszközt:
G28
DELTA_CALIBRATE METHOD=manual
A hét pont szintezése után új delta paraméterek kerülnek kiszámításra. Mentsd el és alkalmazd ezeket a paramétereket a következőt futtatva:
SAVE_CONFIG
Az alapkalibrációnak olyan delta paramétereket kell biztosítania, amelyek elég pontosak az alapvető nyomtatáshoz. Ha ez egy új nyomtató, ez egy jó alkalom néhány alapvető objektum nyomtatására és az általános működés ellenőrzésére.
Továbbfejlesztett delta kalibrálás¶
Az alap delta-kalibrálás általában jó munkát végez a delta paraméterek kiszámításában, hogy a fúvóka a megfelelő távolságra legyen a tárgyasztaltól. Nem próbálja azonban kalibrálni az X és Y dimenzió pontosságát. A méretpontosság ellenőrzésére érdemes egy kibővített delta-kalibrációt elvégezni.
Ehhez a kalibrálási eljáráshoz ki kell nyomtatni egy tesztobjektumot, és a tesztobjektum egyes részeit digitális tolómérővel kell megmérni.
A kibővített delta-kalibrálás futtatása előtt le kell futtatni az alap delta-kalibrálást (a DELTA_CALIBRATE paranccsal) és el kell menteni az eredményeket (a SAVE_CONFIG paranccsal). Győződj meg róla, hogy a nyomtató konfigurációjában és hardverében nem történt semmilyen jelentős változás az alap delta-kalibrálás legutóbbi végrehajtása óta (ha nem vagy biztos benne, futtasd le újra az alap delta-kalibrálás parancsot, beleértve a SAVE_CONFIG parancsot is, közvetlenül az alább leírt tesztobjektum nyomtatása előtt.)
Használj szeletelőt a docs/prints/calibrate_size.stl fájlból G-kód generálásához. Szeleteld az objektumot lassú sebességgel (pl. 40mm/s). Ha lehetséges, használj merev műanyagot (pl. PLA) a tárgyhoz. A tárgy átmérője 140 mm. Ha ez túl nagy a nyomtató számára, akkor át lehet méretezni (de ügyelj arra, hogy mind az X, és az Y tengelyt egyenletesen méretezd). Ha a nyomtató jelentősen nagyobb nyomatokat támogat, akkor a tárgy is megnövelhető. A nagyobb méret javíthatja a mérési pontosságot, de a jó tapadás fontosabb, mint a nagyobb nyomtatási méret.
Nyomtasd ki a tesztobjektumot, és várd meg, amíg teljesen kihűl. Az alább leírt parancsokat ugyanazokkal a nyomtatóbeállításokkal kell futtatni, mint amelyekkel a kalibrációs tárgyat nyomtattad (ne futtasd a DELTA_CALIBRATE parancsot a nyomtatás és a mérés között, vagy ne tegyél olyat, ami egyébként megváltoztatná a nyomtató konfigurációját).
Ha lehetséges, az alábbiakban leírt méréseket akkor végezd el, amikor a tárgy még mindig a nyomtató tárgyasztalhoz van rögzítve, de ne aggódj, ha az alkatrész leválik a tárgyasztalról. Csak próbáld meg elkerülni a tárgy meghajlását a mérések elvégzésekor.
Kezd a középső oszlop és az "A" felirat melletti oszlop közötti távolság mérésével (amelynek szintén az "A" torony felé kell mutatnia).

Ezután menj az óramutató járásával ellentétes irányba, és mérd meg a középső oszlop és a többi oszlop közötti távolságokat (a középsőtől a "C" feliratú oszlopig terjedő távolság, a középsőtől a "B" feliratú oszlopig terjedő távolság stb.).
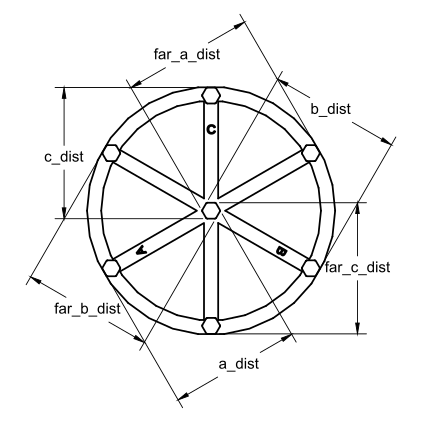
Add meg ezeket a paramétereket a Klipperbe lebegőpontos számok vesszővel elválasztott listájával:
DELTA_ANALYZE CENTER_DISTS=<a_dist>,<far_c_dist>,<b_dist>,<far_a_dist>,<c_dist>,<far_b_dist>
Az értékeket szóközök nélkül add meg.
Ezután mérd meg a távolságot az "A" oszlop és a "C" címkével szemben lévő oszlop között.

Ezután menjünk az óramutató járásával ellentétes irányba, és mérjük meg a távolságot a "C" oszlop és a "B" oszlop között, majd a "B" oszlop és az "A" oszlop között, és így tovább.
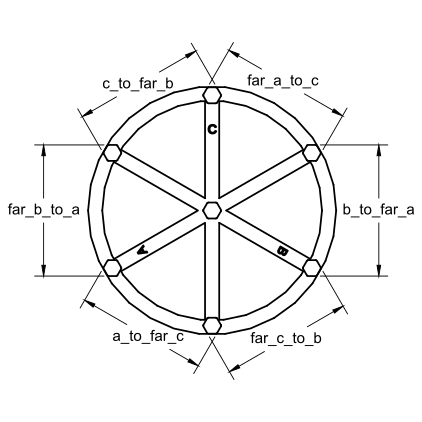
Add meg ezeket a paramétereket a Klippernek:
DELTA_ANALYZE OUTER_DISTS=<a_to_far_c>,<far_c_to_b>,<b_to_far_a>,<far_a_to_c>,<c_to_far_b>,<far_b_to_a>
Ezen a ponton nyugodtan leveheted a tárgyat a tárgyasztalról. A végső mérések magukra az oszlopokra vonatkoznak. Mérd meg a középső oszlop méretét az "A" küllők mentén, majd a "B" küllők mentén, végül a "C" küllők mentén.

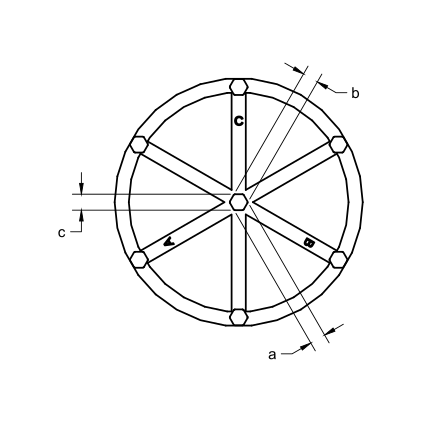
Add meg őket a Klippernek:
DELTA_ANALYZE CENTER_PILLAR_WIDTHS=<a>,<b>,<c>
A végső mérések a külső küllőkről szólnak. Kezdjük azzal, hogy megmérjük az "A" küllő távolságát az "A" küllőtől a "C" küllővel szemben lévő küllőig tartó vonal mentén.

Ezután az óramutató járásával ellentétes irányban mérjük meg a többi külső oszlopot (a "C" küllővel szemben lévő oszlop a "B" küllővel szembeni vonal mentén, a "B" küllő a "B" küllővel szembeni vonal mentén az "A" küllővel szemben lévő oszlopig stb.).
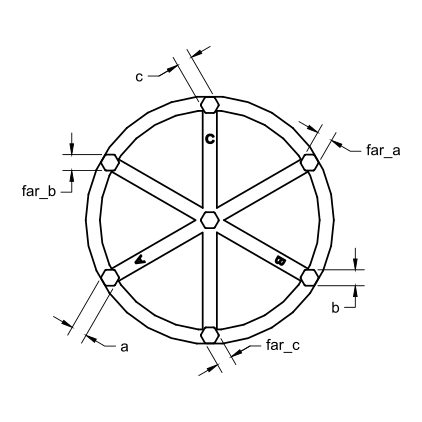
És add meg őket a Klipper-nek:
DELTA_ANALYZE OUTER_PILLAR_WIDTHS=<a>,<far_c>,<b>,<far_a>,<c>,<far_b>
Ha az objektumot kisebb vagy nagyobb méretre méretezték, akkor add meg az objektum szeletelésekor használt méretezési tényezőt:
DELTA_ANALYZE SCALE=1.0
(A 2,0-ás méretarány azt jelenti, hogy az objektum kétszer akkora, mint az eredeti mérete, 0,5 pedig az eredeti méret fele.)
Végezd el végül a továbbfejlesztett delta-kalibrálást a következő futtatásával:
DELTA_ANALYZE CALIBRATE=extended
Ez a parancs több percig is eltarthat. A parancs befejezése után kiszámítja a frissített delta paramétereket (delta sugár, toronyszögek, végállások és karok hossza). A SAVE_CONFIG paranccsal mentsd el és alkalmazd a beállításokat:
SAVE_CONFIG
A SAVE_CONFIG parancs mind a frissített delta paramétereket, mind a távolságmérésekből származó információkat elmenti. A jövőbeni DELTA_CALIBRATE parancsok ezeket a távolságinformációkat is felhasználják. A SAVE_CONFIG parancs futtatása után ne próbáld meg újra megadni a nyers távolságméréseket, mivel ez a parancs megváltoztatja a nyomtató konfigurációját, és a nyers mérések már nem érvényesek.
További megjegyzések¶
- Ha a delta nyomtató jó méretpontossággal rendelkezik, akkor a két oszlop közötti távolságnak körülbelül 74 mm-nek kell lennie, és minden oszlop szélességének körülbelül 9 mm-nek kell lennie. (Pontosabban, a cél az, hogy a két oszlop közötti távolság mínusz az egyik oszlop szélessége pontosan 65 mm legyen.) Ha az alkatrészben méretpontatlanság van, akkor a DELTA_ANALYZE rutin új delta paramétereket számol ki a távolságmérések és a legutóbbi DELTA_CALIBRATE parancsból származó korábbi magasságmérések felhasználásával.
- A DELTA_ANALYZE meglepő delta paramétereket eredményezhet. Például olyan karhosszúságokat javasolhat, amelyek nem egyeznek a nyomtató tényleges karhosszúságával. Ennek ellenére a tesztek azt mutatták, hogy a DELTA_ANALYZE gyakran jobb eredményeket ad. Úgy véljük, hogy a kiszámított delta paraméterek képesek figyelembe venni a hardver máshol előforduló kisebb hibáit. Például a karhossz kis eltérései az effektor dőlését eredményezhetik, és ennek a dőlésnek egy része a karhossz paraméterek beállításával figyelembe vehető.
Tárgyasztal háló használata a Deltán¶
Lehetőség van tárgyasztal háló használatára egy delta esetében. Fontos azonban, hogy jó deltakalibrációt érj el, mielőtt engedélyeznéd a tárgyasztal hálót. A bed mesh futtatása rossz delta-kalibrációval zavaros és rossz eredményeket fog eredményezni.
Vedd figyelembe, hogy a delta-kalibrálás végrehajtása érvényteleníti a korábban kapott tárgyasztal hálót. Az új delta-kalibrálás elvégzése után feltétlenül futtasd újra a BED_MESH_CALIBRATE programot.