Mesurer la résonance¶
Klipper has built-in support for the ADXL345, MPU-9250, LIS2DW and LIS3DH compatible accelerometers which can be used to measure resonance frequencies of the printer for different axes, and auto-tune input shapers to compensate for resonances. Note that using accelerometers requires some soldering and crimping. The ADXL345 can be connected to the SPI interface of a Raspberry Pi or MCU board (it needs to be reasonably fast). The MPU family can be connected to the I2C interface of a Raspberry Pi directly, or to an I2C interface of an MCU board that supports 400kbit/s fast mode in Klipper. The LIS2DW and LIS3DH can be connected to either SPI or I2C with the same considerations as above.
When sourcing accelerometers, be aware that there are a variety of different PCB board designs and different clones of them. If it is going to be connected to a 5V printer MCU ensure it has a voltage regulator and level shifters.
For ADXL345s, make sure that the board supports SPI mode (a small number of boards appear to be hard-configured for I2C by pulling SDO to GND).
For MPU-9250/MPU-9255/MPU-6515/MPU-6050/MPU-6500/ICM20948s and LIS2DW/LIS3DH there are also a variety of board designs and clones with different I2C pull-up resistors which will need supplementing.
MCUs with Klipper I2C fast-mode Support¶
| MCU Family | MCU(s) Tested | MCU(s) with Support |
|---|---|---|
| Raspberry Pi | 3B+, Pico | 3A, 3A+, 3B, 4 |
| AVR ATmega | ATmega328p | ATmega32u4, ATmega128, ATmega168, ATmega328, ATmega644p, ATmega1280, ATmega1284, ATmega2560 |
| AVR AT90 | - | AT90usb646, AT90usb1286 |
| SAMD | SAMC21G18 | SAMC21G18, SAMD21G18, SAMD21E18, SAMD21J18, SAMD21E15, SAMD51G19, SAMD51J19, SAMD51N19, SAMD51P20, SAME51J19, SAME51N19, SAME54P20 |
Instructions d’installation¶
Câblage¶
An ethernet cable with shielded twisted pairs (cat5e or better) is recommended for signal integrity over a long distance. If you still experience signal integrity issues (SPI/I2C errors):
- Double check the wiring with a digital multimeter for:
- Correct connections when turned off (continuity)
- Correct power and ground voltages
- I2C only:
- Check the SCL and SDA lines' resistances to 3.3V are in the range of 900 ohms to 1.8K
- For full technical details consult chapter 7 of the I2C-bus specification and user manual UM10204 for fast-mode
- Shorten the cable
Connect ethernet cable shielding only to the MCU board/Pi ground.
Vérifiez votre câblage avant de mettre sous tension pour éviter d'endommager votre MCU/Raspberry Pi ou l'accéléromètre ou les deux.
Accéléromètres SPI¶
Suggested twisted pair order for three twisted pairs:
GND+MISO
3.3V+MOSI
SCLK+CS
Note that unlike a cable shield, GND must be connected at both ends.
ADXL345¶
Directement sur Raspberry Pi¶
Note: Many MCUs will work with an ADXL345 in SPI mode (e.g. Pi Pico), wiring and configuration will vary according to your specific board and available pins.
Vous devez connecter votre ADXL345 à votre Raspberry Pi via SPI. Notez que la connexion I2C, suggérée par la documentation ADXL345, possède un débit trop faible et ne fonctionnera pas. Le schéma de connexion recommandé :
| Brochage de l'ADXL345 | Brochage du RPI | Nom des broches du RPI |
|---|---|---|
| 3,3 V (ou VCC) | 01 | Alimentation 3,3 V CC |
| GND | 06 | Terre |
| CS | 24 | GPIO08 (SPI0_CE0_N) |
| SDO | 21 | GPIO09 (SPI0_MISO) |
| SDA | 19 | GPIO10 (SPI0_MOSI) |
| SCL | 23 | GPIO11 (SPI0_SCLK) |
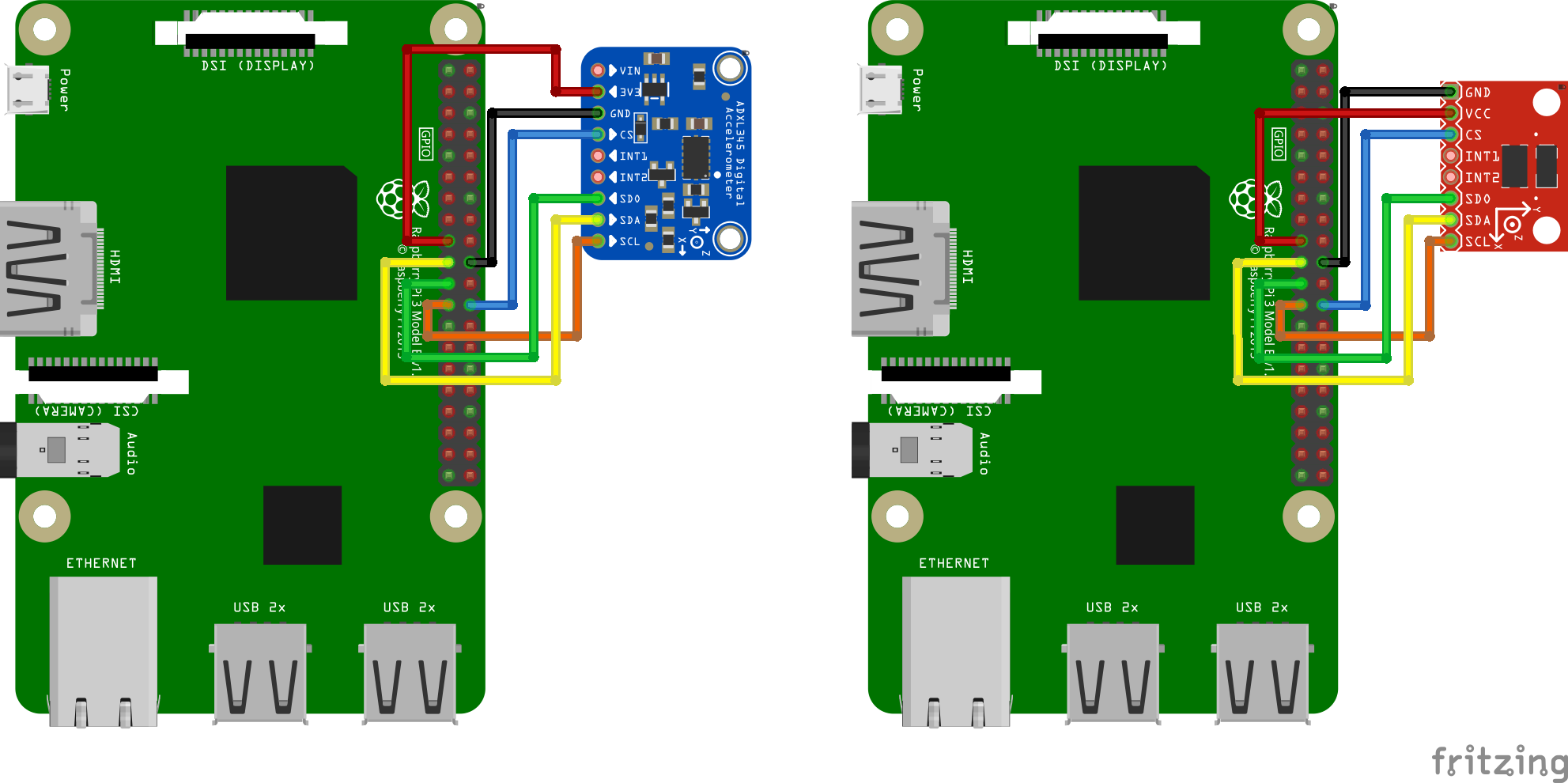
Schémas de câblage de Fritzing pour certaines des cartes ADXL345 :
Utilisation d'un Raspberry Pi Pico¶
Vous pouvez connecter l'ADXL345 à votre Raspberry Pi Pico, puis connecter le Pico à votre Raspberry Pi via USB. Cela facilite la réutilisation de l'accéléromètre sur d'autres appareils Klipper, car vous pouvez vous connecter via USB au lieu de GPIO. Le Pico n'a pas beaucoup de puissance de traitement, alors assurez-vous qu'il n'exécute que l'accéléromètre et n'effectue aucune autre tâche.
Afin d'éviter d'endommager votre RPi, assurez-vous de connecter l'ADXL345 uniquement à 3,3 V. Selon la disposition de la carte, un décalage de niveau peut être présent, ce qui rend le 5V dangereux pour votre RPi.
| Brochage de l'ADXL345 | Broche pico | Nom de la broche Pico |
|---|---|---|
| 3,3 V (ou VCC) | 36 | Alimentation 3,3 V CC |
| GND | 38 | Terre |
| CS | 2 | GP1 (SPI0_CSn) |
| SDO | 1 | GP0 (SPI0_RX) |
| SDA | 5 | GP3 (SPI0_TX) |
| SCL | 4 | GP2 (SPI0_SCK) |
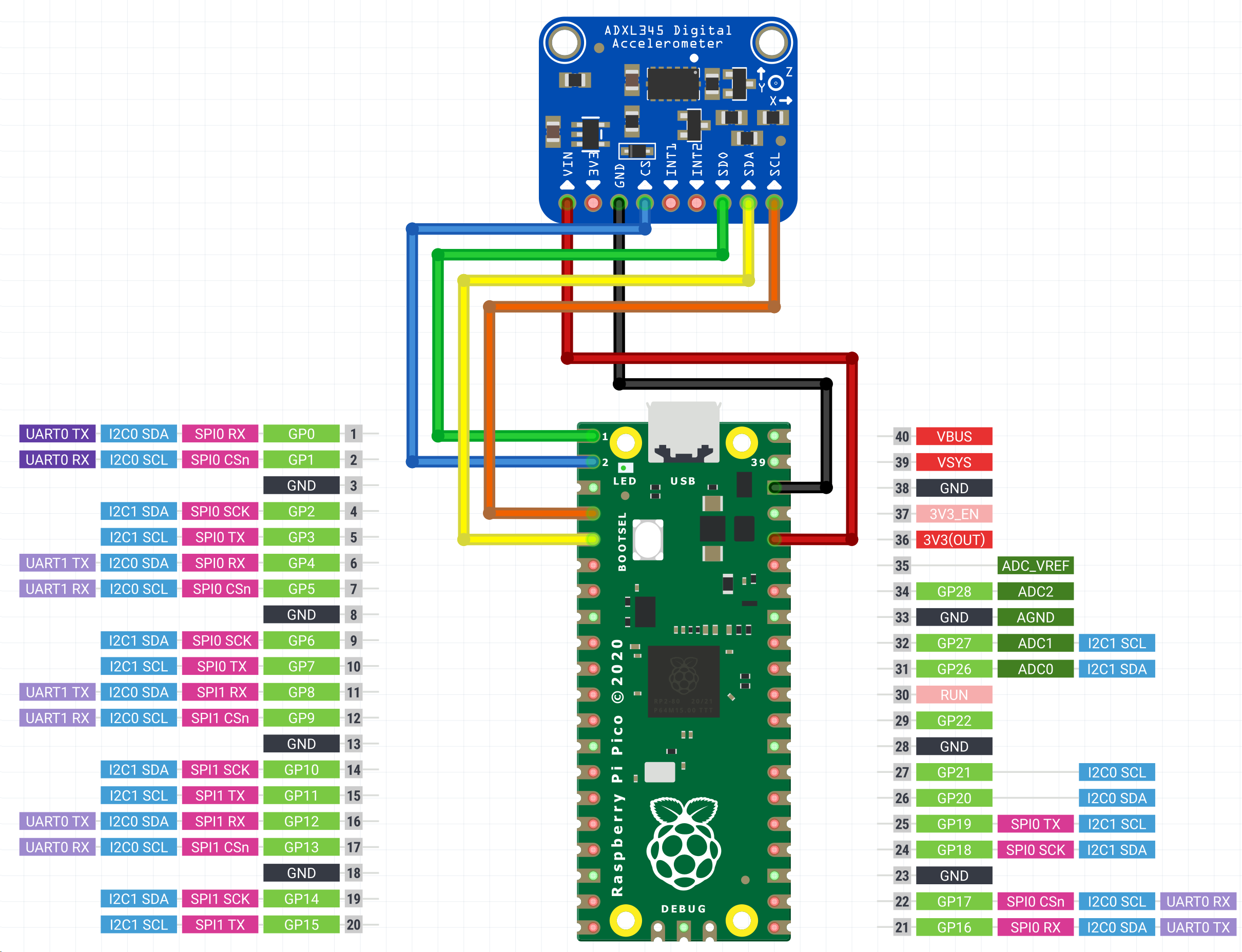
Schémas de câblage pour certaines des cartes ADXL345 :
Accéléromètres I2C¶
Suggested twisted pair order for three pairs (preferred):
3.3V+GND
SDA+GND
SCL+GND
or for two pairs:
3.3V+SDA
GND+SCL
Note that unlike a cable shield, any GND(s) should be connected at both ends.
MPU-9250/MPU-9255/MPU-6515/MPU-6050/MPU-6500/ICM20948¶
These accelerometers have been tested to work over I2C on the RPi, RP2040 (Pico) and AVR at 400kbit/s (fast mode). Some MPU accelerometer modules include pull-ups, but some are too large at 10K and must be changed or supplemented by smaller parallel resistors.
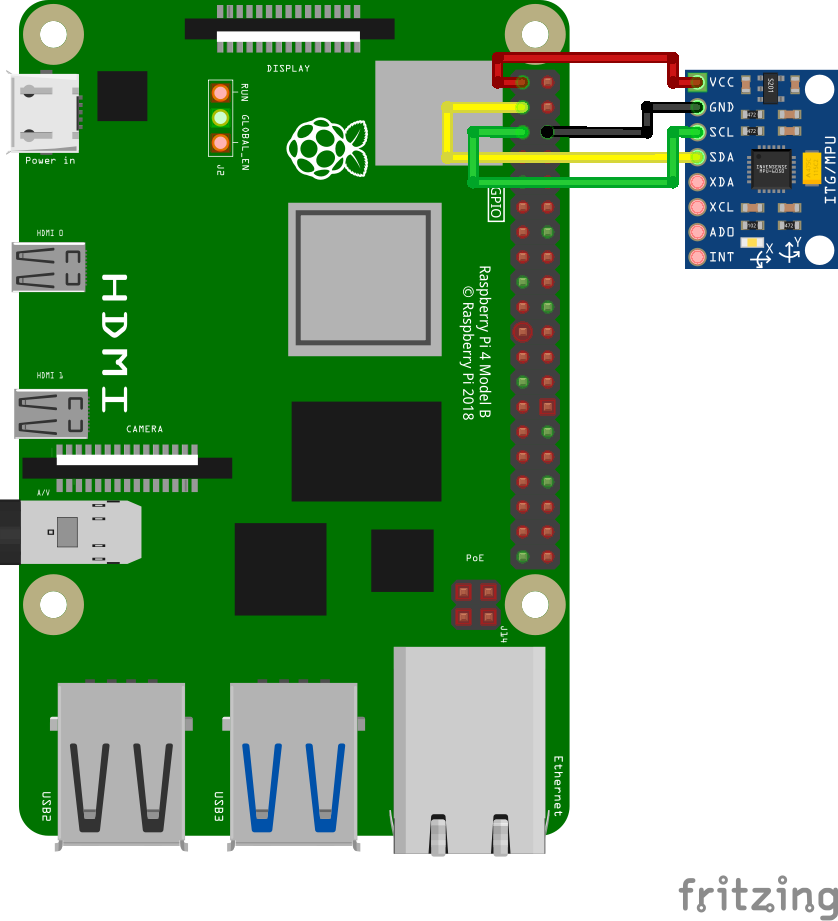
Schéma de connexion recommandé pour I2C sur le Raspberry Pi :
| brochage du MPU-9250 | Brochage du RPI | Nom des broches du RPI |
|---|---|---|
| VCC | 01 | Alimentation 3.3v continu |
| GND | 09 | Terre |
| SDA | 03 | GPIO02 (SDA1) |
| SCL | 05 | GPIO03 (SCL1) |
The RPi has buit-in 1.8K pull-ups on both SCL and SDA.
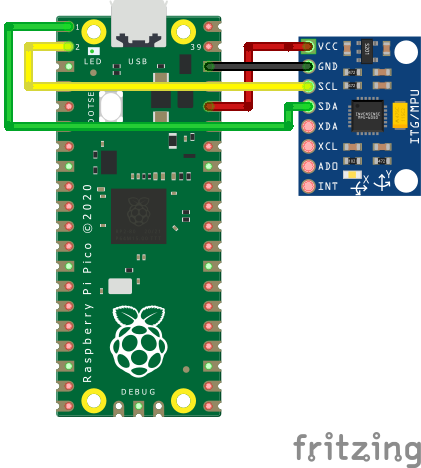
Recommended connection scheme for I2C (i2c0a) on the RP2040:
| brochage du MPU-9250 | Broche du RP2040 | RP2040 pin name |
|---|---|---|
| VCC | 36 | 3v3 |
| GND | 38 | Terre |
| SDA | 01 | GP0 (I2C0 SDA) |
| SCL | 02 | GP1 (I2C0 SCL) |
The Pico does not include any built-in I2C pull-up resistors.
Recommended connection scheme for I2C(TWI) on the AVR ATmega328P Arduino Nano:¶
| brochage du MPU-9250 | Atmega328P TQFP32 pin | Atmega328P pin name | Arduino Nano pin |
|---|---|---|---|
| VCC | 39 | - | - |
| GND | 38 | Terre | GND |
| SDA | 27 | SDA | A4 |
| SCL | 28 | SCL | A5 |
The Arduino Nano does not include any built-in pull-up resistors nor a 3.3V power pin.
Montage de l’accéléromètre¶
L’accéléromètre doit être fixé sur la tête d'impression. Il faut concevoir un support approprié et adapté à l'imprimante 3D. Il est préférable d’aligner les axes de l’accéléromètre avec les axes de l’imprimante (mais ce n'est pas obligatoire - c’est-à-dire pas besoin d’aligner l’axe X avec X et ainsi de suite - cela devrait être correct même si l’axe Z de l’accéléromètre est l’axe X de l’imprimante, etc.).
Exemple de montage d’ADXL345 sur le SmartEffector :
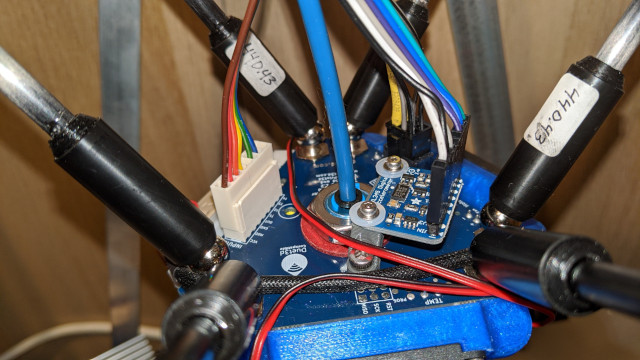
Notez que sur une imprimante cartésienne, il faut concevoir 2 supports : un pour la tête et un pour le lit, et exécuter les mesures deux fois. Voir la section correspondante pour plus de détails.
Attention : assurez-vous que l’accéléromètre et les vis qui le maintiennent en place ne touchent aucune partie métallique de l’imprimante. Fondamentalement, le support doit être conçu de manière à assurer l’isolation électrique de l’accéléromètre du châssis de l’imprimante. Ne pas s’assurer de cette isolation peut créer une boucle de masse dans le système conduisant à l'endommagement de l’électronique.
Installation logicielle¶
Notez que les mesures de résonance et l’auto-étalonnage de l'input shaper nécessitent des dépendances logicielles supplémentaires non installées par défaut. Tout d’abord, exécutez sur votre Raspberry Pi les commandes suivantes :
sudo apt update
sudo apt install python3-numpy python3-matplotlib libatlas-base-dev libopenblas-dev
Ensuite, pour installer NumPy dans l’environnement Klipper, exécutez la commande :
~/klippy-env/bin/pip install -v "numpy<1.26"
Note that, depending on the performance of the CPU, it may take a lot of time, up to 10-20 minutes. Be patient and wait for the completion of the installation. On some occasions, if the board has too little RAM the installation may fail and you will need to enable swap. Also note the forced version, due to newer versions of NumPY having requirements that may not be satisfied in some klipper python environments.
Once installed please check that no errors show from the command:
~/klippy-env/bin/python -c 'import numpy;'
The correct output should simply be a new line.
Configurer l'ADXL345 avec le RPi¶
First, check and follow the instructions in the RPi Microcontroller document to setup the "linux mcu" on the Raspberry Pi. This will configure a second Klipper instance that runs on your Pi.
Assurez-vous que le pilote SPI Linux est activé en exécutant sudo raspi-config et en activant SPI dans le menu « Options d’interface ».
Ajoutez les lignes suivantes au fichier printer.cfg :
[mcu rpi]
serial: /tmp/klipper_host_mcu
[adxl345]
cs_pin: rpi:None
[resonance_tester]
accel_chip: adxl345
probe_points:
100, 100, 20 # valeur exemple
Il est conseillé de commencer par 1 point de test, au milieu du lit d’impression, légèrement au-dessus.
Configurer ADXL345 avec Pi Pico¶
Flash micrologiciel du Pico¶
Sur votre Raspberry Pi, compilez le firmware du Pico.
cd ~/klipper
make clean
make menuconfig

Maintenant, tout en maintenant enfoncé le bouton BOOTSEL sur le Pico, connectez le Pico au Raspberry Pi via USB. Compilez et flashez le firmware.
make flash FLASH_DEVICE=first
Si cela échoue, on vous indiquera quel FLASH_DEVICE utiliser. Dans cet exemple, c'est make flash FLASH_DEVICE=2e8a:0003. 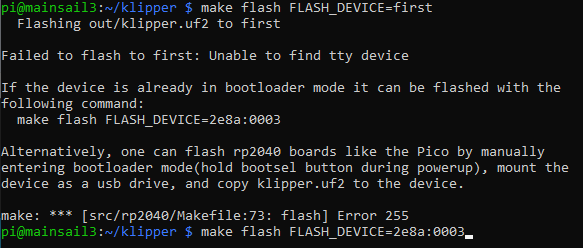
Configurer la connexion¶
Le Pico va maintenant redémarrer avec le nouveau micrologiciel et devrait apparaître comme un périphérique série. Trouvez le périphérique série pico avec ls /dev/serial/by-id/*. Vous pouvez maintenant ajouter un fichier adxl.cfg avec les paramètres suivants :
[mcu adxl]
# Changez <mySerial> par ce que vous aurez trouvé ci-dessus. Par exemple,
# usb-Klipper_rp2040_E661640843545B2E-if00
serial: /dev/serial/by-id/usb-Klipper_rp2040_<mySerial>
[adxl345]
cs_pin: adxl:gpio1
spi_bus: spi0a
axes_map: x,z,y
[resonance_tester]
accel_chip: adxl345
probe_points:
# Approximativement au milieu du plateau
147,154, 20
[output_pin power_mode] # Pour améliorer la stabilité de l'alimentation
pin: adxl:gpio23
Si vous mettez la configuration ADXL345 dans un fichier séparé, comme indiqué ci-dessus, vous devrez également modifier votre fichier printer.cfg pour inclure ceci :
[include adxl.cfg] # Commentez cette ligne lorsque vous déconnectez l'accéléromètre
Redémarrez Klipper avec la commande RESTART.
Configure LIS2DW series over SPI¶
[mcu lis]
# Change <mySerial> to whatever you found above. For example,
# usb-Klipper_rp2040_E661640843545B2E-if00
serial: /dev/serial/by-id/usb-Klipper_rp2040_<mySerial>
[lis2dw]
cs_pin: lis:gpio1
spi_bus: spi0a
axes_map: x,z,y
[resonance_tester]
accel_chip: lis2dw
probe_points:
# Somewhere slightly above the middle of your print bed
147,154, 20
Configurer les séries MPU-6000/9000 avec le RPi¶
Assurez-vous que le pilote Linux I2C est activé et que le débit en bauds est défini sur 400 000 (voir la section Activation d'I2C pour plus de détails). Ensuite, ajoutez ce qui suit au fichier printer.cfg :
[mcu rpi]
serial: /tmp/klipper_host_mcu
[mpu9250]
i2c_mcu: rpi
i2c_bus: i2c.1
[resonance_tester]
accel_chip: mpu9250
probe_points:
100, 100, 20 # valeurs exemple
If you are using the ICM20948, replace instances of "mpu9250" with "icm20948".
Configure MPU-9520 Compatibles With Pico¶
Pico I2C is set to 400000 on default. Simply add the following to the printer.cfg:
[mcu pico]
serial: /dev/serial/by-id/<your Pico's serial ID>
[mpu9250]
i2c_mcu: pico
i2c_bus: i2c0a
[resonance_tester]
accel_chip: mpu9250
probe_points:
100, 100, 20 # an example
[static_digital_output pico_3V3pwm] # Improve power stability
pins: pico:gpio23
If you are using the ICM20948, replace instances of "mpu9250" with "icm20948".
Configure MPU-9520 Compatibles with AVR¶
AVR I2C will be set to 400000 by the mpu9250 option. Simply add the following to the printer.cfg:
[mcu nano]
serial: /dev/serial/by-id/<your nano's serial ID>
[mpu9250]
i2c_mcu: nano
[resonance_tester]
accel_chip: mpu9250
probe_points:
100, 100, 20 # an example
If you are using the ICM20948, replace instances of "mpu9250" with "icm20948".
Redémarrez Klipper avec la commande RESTART.
Mesurer les résonances¶
Vérification de la configuration¶
Vous pouvez maintenant tester la connexion.
- Pour les imprimantes non cartésiennes (celles avec une seul accéléromètre), dans Octoprint, entrez
ACCELEROMETER_QUERY - Pour les imprimante cartésiennes (plus d’un accéléromètre), entrez
ACCELEROMETER_QUERY CHIP=<chip>où<chip>est le nom de la puce tel qu’il a été entré, par exempleCHIP=bed(voir : bed-slinger) faites-le pour tous les accéléromètre installés.
Vous devriez voir les mesures actuelles de l’accéléromètre, y compris l’accélération en chute libre.
Recv: // adxl345 values (x, y, z) : 470.719200, 941.438400, 9728.196800
Si vous obtenez une erreur comme ID adxl345 non valide (got xx vs e5), où xx est un autre ID, réessayez immédiatement. Il y a un problème avec l'initialisation SPI. Si vous obtenez toujours une erreur, cela indique un problème de connexion avec ADXL345 ou le capteur défectueux. Vérifiez à nouveau l'alimentation, le câblage (qu'il corresponde aux schémas, qu'aucun fil n'est cassé ou desserré, etc.) et la qualité de la soudure.
If you are using a MPU-9250 compatible accelerometer and it shows up as mpu-unknown, use with caution! They are probably refurbished chips!
Ensuite, essayez d’exécuter MEASURE_AXES_NOISE dans Octoprint, vous devriez obtenir des chiffres de base pour le bruit de fond de l’accéléromètre sur les axes (devraient se situer entre 1 et 100). Un bruit de fond d’axe trop élevé (par exemple 1000 et plus) peut indiquer des problèmes de capteur, des problèmes de puissance ou des ventilateurs déséquilibrés entrainant trop de vibrations sur l'imprimante 3D.
Mesurer les résonances¶
Vous pouvez maintenant exécuter les tests réels. Exécutez la commande suivante :
TEST_RESONANCES AXIS=X
Notez que cela créera des vibrations sur l’axe X. Ce test désactivera les valeurs du formateur d'entrée (aka input shapper) déjà paramétrées. Le test de résonance ne peut pas être fait avec le formateur d'entrée déjà activé.
Attention ! Gardez un œil sur l’imprimante la première fois, pour vous assurer que les vibrations ne deviennent pas trop violentes (la commande M112 peut être utilisée pour interrompre le test en cas d’urgence - en espérant ne pas avoir à l'utiliser). Si les vibrations deviennent trop fortes, vous pouvez spécifier une valeur inférieure à la valeur par défaut du paramètre accel_per_hz dans la section [resonance_tester].
[resonance_tester]
accel_chip: adxl345
accel_per_hz: 50 # default is 75
probe_points: ...
Si cela fonctionne pour l’axe X, exécutez ensuite la commande pour l’axe Y :
TEST_RESONANCES AXIS=Y
This will generate 2 CSV files (/tmp/resonances_x_*.csv and /tmp/resonances_y_*.csv). These files can be processed with the stand-alone script on a Raspberry Pi. This script is intended to be run with a single CSV file for each axis measured, although it can be used with multiple CSV files if you desire to average the results. Averaging results can be useful, for example, if resonance tests were done at multiple test points. Delete the extra CSV files if you do not desire to average them.
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_x_*.csv -o /tmp/shaper_calibrate_x.png
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_y_*.csv -o /tmp/shaper_calibrate_y.png
Ce script générera les graphiques /tmp/shaper_calibrate_x.png et /tmp/shaper_calibrate_y.png avec les réponses en fréquence. Vous obtiendrez également les fréquences suggérées pour chaque mode du formateur d'entrée (input shapper), ainsi que la valeur recommandée pour votre configuration. Par exemple :
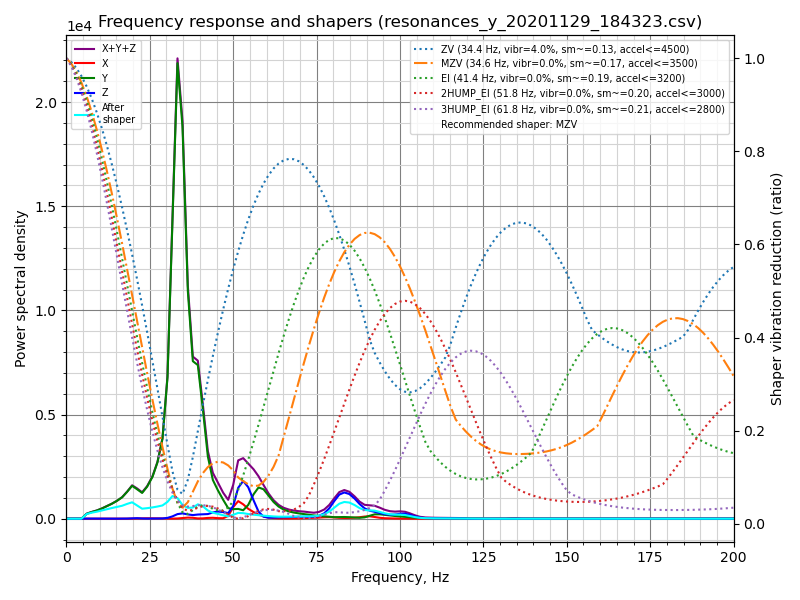
Fitted shaper 'zv' frequency = 34.4 Hz (vibrations = 4.0%, smoothing ~= 0.132)
To avoid too much smoothing with 'zv', suggested max_accel <= 4500 mm/sec^2
Fitted shaper 'mzv' frequency = 34.6 Hz (vibrations = 0.0%, smoothing ~= 0.170)
To avoid too much smoothing with 'mzv', suggested max_accel <= 3500 mm/sec^2
Fitted shaper 'ei' frequency = 41.4 Hz (vibrations = 0.0%, smoothing ~= 0.188)
To avoid too much smoothing with 'ei', suggested max_accel <= 3200 mm/sec^2
Fitted shaper '2hump_ei' frequency = 51.8 Hz (vibrations = 0.0%, smoothing ~= 0.201)
To avoid too much smoothing with '2hump_ei', suggested max_accel <= 3000 mm/sec^2
Fitted shaper '3hump_ei' frequency = 61.8 Hz (vibrations = 0.0%, smoothing ~= 0.215)
To avoid too much smoothing with '3hump_ei', suggested max_accel <= 2800 mm/sec^2
Recommended shaper is mzv @ 34.6 Hz
La configuration suggérée peut être ajoutée à la section [input_shaper] de printer.cfg, par exemple :
[input_shaper]
shaper_freq_x: ...
shaper_type_x: ...
shaper_freq_y: 34.6
shaper_type_y: mzv
[printer]
max_accel: 3000 # Ne devrait pas dépasser les valeurs estimées d'accélération calculées pour les axes X et Y
Ou vous pouvez choisir vous-même une autre configuration en fonction des graphiques générés : les pics de densité spectrale de puissance sur les graphiques correspondent aux fréquences de résonance de l’imprimante.
Notez que vous pouvez également exécuter l'auto-calibration du shaper d'entrée à partir de Klipper directement, ce qui peut être pratique, par exemple, pour le shaper d'entrée re-calibration.
Imprimantes cartésiennes à lit mobile¶
Si votre imprimante est une imprimante cartésienne dont le plateau est mobile sur l'axe Y, vous devrez changer l’emplacement de l’accéléromètre entre les mesures des axes X et Y : mesurez les résonances de l’axe X avec l’accéléromètre fixé à la tête et les résonances de l’axe Y - au lit (la configuration habituelle des imprimantes cartésiennes).
However, you can also connect two accelerometers simultaneously, though the ADXL345 must be connected to different boards (say, to an RPi and printer MCU board), or to two different physical SPI interfaces on the same board (rarely available). Then they can be configured in the following manner:
[adxl345 hotend]
# En considérant que l'adxl de la tête connectée au RPI
cs_pin: rpi:None
[adxl345 bed]
# En considérant que l'adxl du lit est connecté au MCU
cs_pin: ... # Printer board SPI chip select (CS) pin
[resonance_tester]
# En considérant un montage standard pour une imprimante cartésienne
accel_chip_x: adxl345 hotend
accel_chip_y: adxl345 bed
probe_points: ...
Two MPUs can share one I2C bus, but they cannot measure simultaneously as the 400kbit/s I2C bus is not fast enough. One must have its AD0 pin pulled-down to 0V (address 104) and the other its AD0 pin pulled-up to 3.3V (address 105):
[mpu9250 hotend]
i2c_mcu: rpi
i2c_bus: i2c.1
i2c_address: 104 # This MPU has pin AD0 pulled low
[mpu9250 bed]
i2c_mcu: rpi
i2c_bus: i2c.1
i2c_address: 105 # This MPU has pin AD0 pulled high
[resonance_tester]
# Assuming the typical setup of the bed slinger printer
accel_chip_x: mpu9250 hotend
accel_chip_y: mpu9250 bed
probe_points: ...
[Test with each MPU individually before connecting both to the bus for easy debugging.]
Ensuite, les commandes TEST_RESONANCES AXIS=X et TEST_RESONANCES AXIS=Y utiliseront le bon accéléromètre pour chaque axe.
Lissage maximum¶
Gardez à l'esprit que le formateur d'entrée (input shapper) peut créer un lissage sur certaines parties de l'impression. Le réglage automatique du formateur d'entrée effectué par le script calibrate_shaper.py ou la commande SHAPER_CALIBRATE essaie de limiter le lissage, mais il essaie aussi de minimiser les vibrations résultantes. Cela peut conduire parfois, à un choix peu optimisé de la fréquence du formateur d'entrée ou peut-être préférez-vous simplement avoir moins de lissage dans certaines parties de l'impression au détriment des vibrations restantes. Dans ces cas, vous pouvez demander de limiter le lissage maximal à partir du formateur d'entrée.
Regardons les résultats suivants du réglage automatique :
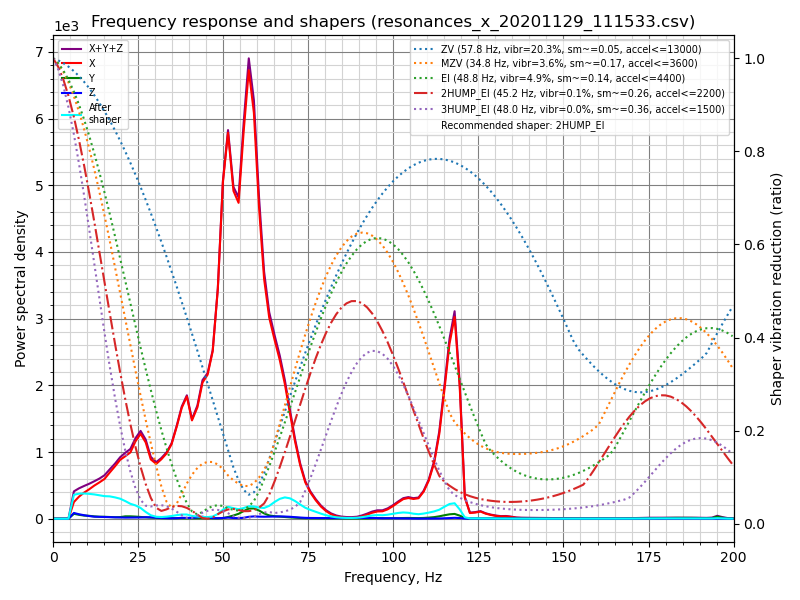
Fitted shaper 'zv' frequency = 57.8 Hz (vibrations = 20.3%, smoothing ~= 0.053)
To avoid too much smoothing with 'zv', suggested max_accel <= 13000 mm/sec^2
Fitted shaper 'mzv' frequency = 34.8 Hz (vibrations = 3.6%, smoothing ~= 0.168)
To avoid too much smoothing with 'mzv', suggested max_accel <= 3600 mm/sec^2
Fitted shaper 'ei' frequency = 48.8 Hz (vibrations = 4.9%, smoothing ~= 0.135)
To avoid too much smoothing with 'ei', suggested max_accel <= 4400 mm/sec^2
Fitted shaper '2hump_ei' frequency = 45.2 Hz (vibrations = 0.1%, smoothing ~= 0.264)
To avoid too much smoothing with '2hump_ei', suggested max_accel <= 2200 mm/sec^2
Fitted shaper '3hump_ei' frequency = 48.0 Hz (vibrations = 0.0%, smoothing ~= 0.356)
To avoid too much smoothing with '3hump_ei', suggested max_accel <= 1500 mm/sec^2
Recommended shaper is 2hump_ei @ 45.2 Hz
Notez que les valeurs rapportées smoothing sont des valeurs projetées abstraites. Ces valeurs peuvent être utilisées pour comparer différentes configurations : plus la valeur est élevée, plus le formateur d'entrée créera de lissage. Cependant, ces scores de lissage ne représentent aucune mesure réelle du lissage, car le lissage réel dépend des paramètres max_accel et square_corner_velocity. Par conséquent, vous devrez faire des impressions de test pour voir exactement le lissage créé par la configuration choisie.
Dans l'exemple ci-dessus, les paramètres de mise en forme suggérés ne sont pas mauvais, mais que se passe-t-il si vous souhaitez obtenir moins de lissage sur l'axe X ? Vous pouvez essayer de limiter le lissage maximal du formateur d'entrée à l'aide de la commande suivante :
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_x_*.csv -o /tmp/shaper_calibrate_x.png --max_smoothing=0.2
ce qui limite le lissage à un score de 0,2. Vous pouvez maintenant obtenir le résultat suivant :
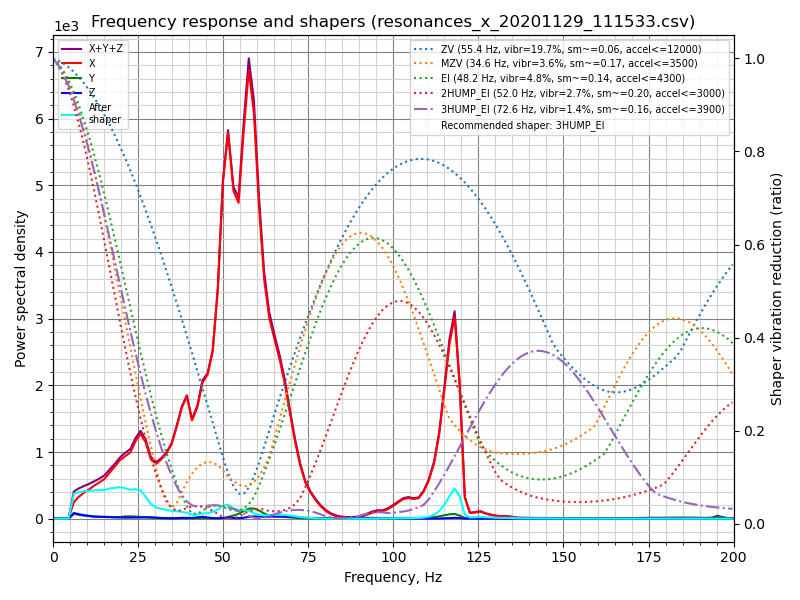
Fitted shaper 'zv' frequency = 55.4 Hz (vibrations = 19.7%, smoothing ~= 0.057)
To avoid too much smoothing with 'zv', suggested max_accel <= 12000 mm/sec^2
Fitted shaper 'mzv' frequency = 34.6 Hz (vibrations = 3.6%, smoothing ~= 0.170)
To avoid too much smoothing with 'mzv', suggested max_accel <= 3500 mm/sec^2
Fitted shaper 'ei' frequency = 48.2 Hz (vibrations = 4.8%, smoothing ~= 0.139)
To avoid too much smoothing with 'ei', suggested max_accel <= 4300 mm/sec^2
Fitted shaper '2hump_ei' frequency = 52.0 Hz (vibrations = 2.7%, smoothing ~= 0.200)
To avoid too much smoothing with '2hump_ei', suggested max_accel <= 3000 mm/sec^2
Fitted shaper '3hump_ei' frequency = 72.6 Hz (vibrations = 1.4%, smoothing ~= 0.155)
To avoid too much smoothing with '3hump_ei', suggested max_accel <= 3900 mm/sec^2
Recommended shaper is 3hump_ei @ 72.6 Hz
Si vous comparez avec les précédents paramètres suggérés, les vibrations sont un peu plus importantes, mais le lissage est nettement plus faible qu'auparavant, ce qui permet une accélération maximale plus importante.
Lorsque vous choisissez le paramètre max_smoothing, vous pouvez utiliser une approche par essais et erreurs. Essayez quelques valeurs différentes et voyez quels résultats vous obtenez. Notez que le lissage réel produit par le formateur d'entrée dépend principalement de la fréquence de résonance la plus basse de l'imprimante : plus la fréquence de résonance la plus basse est élevée, plus le lissage est faible. Par conséquent, si vous demandez au script de trouver une configuration du formateur d'entrée avec un lissage irréaliste, cela se fera au détriment d'une résonance accrue aux fréquences les plus basses (généralement, les plus visibles dans les impressions). Vérifiez donc toujours les vibrations restantes projetées signalées par le script et assurez-vous qu'elles ne sont pas trop élevées.
Notez que si vous avez trouvé une bonne valeur de max_smoothing pour vos deux axes, vous pouvez la stocker dans printer.cfg comme
[resonance_tester]
accel_chip: ...
probe_points: ...
max_smoothing: 0.25 # valeur exemple
Ensuite, si vous réexécutez le réglage automatique du formateur d'entrée à l'aide de la commande SHAPER_CALIBRATE, c'est cette valeur stockée max_smoothing qui sera prise comme référence.
Sélection de max_accel¶
Étant donné que le formateur d'entrée peut créer un certain lissage dans les pièces, en particulier avec des accélérations élevées, vous devrez toujours choisir une valeur max_accel ne créant pas trop de lissage dans les pièces imprimées. Un script d'étalonnage fournit une estimation du paramètre max_accel qui ne devrait pas créer trop de lissage. Notez que le max_accel tel qu'affiché par le script de calibrage n'est qu'un maximum théorique auquel le formateur d'entrée est encore capable de travailler sans produire trop de lissage. Il ne s'agit en aucun cas d'une recommandation pour définir cette accélération sur vos impressions. L'accélération maximale supportée par votre imprimante dépend de ses propriétés mécaniques et du couple maximal des moteurs pas à pas utilisés. Par conséquent, il est suggéré de définir un max_accel dans la section [printer] qui ne dépasse pas les valeurs estimées pour les axes X et Y, probablement avec une marge de sécurité.
Vous pouvez également suivre cette partie du guide de réglage du formateur d'entrée et imprimer un modèle de test pour choisir le paramètre max_accel de manière expérimentale.
Même remarque pour l'auto-calibration du formateur d'entrée avec la commande SHAPER_CALIBRATE : il faut encore choisir la bonne valeur max_accel après l'auto-calibrage, notez que les limites d'accélérations suggérées ne sont pas appliquées automatiquement.
Keep in mind that the maximum acceleration without too much smoothing depends on the square_corner_velocity. The general recommendation is not to change it from its default value 5.0, and this is the value used by default by the calibrate_shaper.py script. If you did change it though, you should inform the script about it by passing --square_corner_velocity=... parameter, e.g.
~/klipper/scripts/calibrate_shaper.py /tmp/resonances_x_*.csv -o /tmp/shaper_calibrate_x.png --square_corner_velocity=10.0
so that it can calculate the maximum acceleration recommendations correctly. Note that the SHAPER_CALIBRATE command already takes the configured square_corner_velocity parameter into account, and there is no need to specify it explicitly.
Si vous effectuez un ré-étalonnage du formateur d'entrée et que le lissage indiqué pour la configuration de formateur suggérée est pratiquement le même que celui obtenu lors du calibrage précédent, cette étape peut être ignorée.
Unreliable measurements of resonance frequencies¶
Sometimes the resonance measurements can produce bogus results, leading to the incorrect suggestions for the input shapers. This can be caused by a variety of reasons, including running fans on the toolhead, incorrect position or non-rigid mounting of the accelerometer, or mechanical problems such as loose belts or binding or bumpy axis. Keep in mind that all fans should be disabled for resonance testing, especially the noisy ones, and that the accelerometer should be rigidly mounted on the corresponding moving part (e.g. on the bed itself for the bed slinger, or on the extruder of the printer itself and not the carriage, and some people get better results by mounting the accelerometer on the nozzle itself). As for mechanical problems, the user should inspect if there is any fault that can be fixed with a moving axis (e.g. linear guide rails cleaned up and lubricated and V-slot wheels tension adjusted correctly). If none of that helps, a user may try the other shapers from the produced list besides the one recommended by default.
Test des axes personnalisés¶
la commande TEST_RESONANCES prend en charge les axes personnalisés. Bien que cela ne soit pas vraiment utile pour l’étalonnage des input shaper, cela peut être utilisé pour étudier en profondeur les résonances de l’imprimante et vérifier, par exemple, la tension de la courroie.
Pour vérifier la tension de la courroie sur les imprimantes CoreXY, exécutez
TEST_RESONANCES AXIS=1,1 OUTPUT=raw_data
TEST_RESONANCES AXIS=1,-1 OUTPUT=raw_data
et utilisez graph_accelerometer.py pour traiter les fichiers générés.
~/klipper/scripts/graph_accelerometer.py -c /tmp/raw_data_axis*.csv -o /tmp/resonances.png
qui générera /tmp/résonances.png en comparant les résonances.
Pour les imprimantes Delta avec le placement des tours par défaut (tour A ~= 210 degrés, B ~= 330 degrés et C ~= 90 degrés), exécutez
TEST_RESONANCES AXIS=0,1 OUTPUT=raw_data
TEST_RESONANCES AXIS=-0.866025404,-0.5 OUTPUT=raw_data
TEST_RESONANCES AXIS=0.866025404,-0.5 OUTPUT=raw_data
puis utilisez la même commande
~/klipper/scripts/graph_accelerometer.py -c /tmp/raw_data_axis*.csv -o /tmp/resonances.png
pour générer le fichier de comparaison des résonnances /tmp/résonances.png.
Calibrage automatique du formateur d'entrée¶
En plus de choisir manuellement les paramètres appropriés pour la fonction de formateur d'entrée, il est également possible d'exécuter le réglage automatique du formateur d'entrée directement à partir de Klipper. Exécutez la commande suivante via le terminal Octoprint :
SHAPER_CALIBRATE
Cela exécutera le test complet pour les deux axes et générera la sortie csv (/tmp/calibration_data_*.csv par défaut) pour la réponse en fréquence et les formateurs d'entrée suggérés. Vous obtiendrez également les fréquences suggérées pour chaque formateur, ainsi que le modèle de formateur d'entrée recommandé pour votre configuration, sur la console Octoprint. Par exemple :
Calculating the best input shaper parameters for y axis
Fitted shaper 'zv' frequency = 39.0 Hz (vibrations = 13.2%, smoothing ~= 0.105)
To avoid too much smoothing with 'zv', suggested max_accel <= 5900 mm/sec^2
Fitted shaper 'mzv' frequency = 36.8 Hz (vibrations = 1.7%, smoothing ~= 0.150)
To avoid too much smoothing with 'mzv', suggested max_accel <= 4000 mm/sec^2
Fitted shaper 'ei' frequency = 36.6 Hz (vibrations = 2.2%, smoothing ~= 0.240)
To avoid too much smoothing with 'ei', suggested max_accel <= 2500 mm/sec^2
Fitted shaper '2hump_ei' frequency = 48.0 Hz (vibrations = 0.0%, smoothing ~= 0.234)
To avoid too much smoothing with '2hump_ei', suggested max_accel <= 2500 mm/sec^2
Fitted shaper '3hump_ei' frequency = 59.0 Hz (vibrations = 0.0%, smoothing ~= 0.235)
To avoid too much smoothing with '3hump_ei', suggested max_accel <= 2500 mm/sec^2
Recommended shaper_type_y = mzv, shaper_freq_y = 36.8 Hz
Si vous êtes d'accord avec les paramètres suggérés, vous pouvez exécuter SAVE_CONFIG maintenant pour les enregistrer et redémarrer Klipper. Notez que cela ne mettra pas à jour la valeur max_accel dans la section [printer]. Vous devrez la mettre à jour manuellement en suivant les recommandations de la section Choisir l'accélération maximale.
Si votre imprimante est une imprimante cartésienne, vous pouvez préciser l'axe à tester, afin de pouvoir modifier le point de montage de l'accéléromètre entre les tests (par défaut, le test est effectué pour les deux axes) :
SHAPER_CALIBRATE AXIS=Y
Vous pouvez exécuter SAVE_CONFIG deux fois - après avoir calibré chaque axe.
Cependant, si vous avez connecté deux accéléromètres simultanément, vous pouvez exécutez simplement SHAPER_CALIBRATE sans spécifier d'axe pour calibrer les formateurs d'entrée des deux axes en une seule fois.
Ré-étalonnage du formateur d'entrée (aka input shapper)¶
La commande SHAPER_CALIBRATE peut également être utilisée pour recalibrer le formateur d'entrée ultérieurement, en particulier si des modifications de l'imprimante pouvant affecter sa cinématique sont apportées. On peut soit relancer l'étalonnage complet à l'aide de la commande SHAPER_CALIBRATE, soit restreindre l'auto-étalonnage à un seul axe en fournissant le paramètre AXIS=, comme
SHAPER_CALIBRATE AXIS=X
Attention ! Il n'est pas conseillé d'exécuter l'auto-calibrage du shaper trop fréquemment (par exemple, avant chaque impression ou tous les jours). Afin de déterminer les fréquences de résonance, l'auto-calibrage crée des vibrations intenses sur chacun des axes. Généralement, les imprimantes 3D ne sont pas conçues pour résister à une exposition prolongée à des vibrations proches des fréquences de résonance. Cela pourrait augmenter l'usure des composants de l'imprimante et réduire leur durée de vie. Il existe également un risque accru que certaines pièces se dévissent ou se desserrent. Vérifiez toujours que toutes les pièces de l'imprimante (y compris celles qui ne peuvent normalement pas bouger) sont solidement fixées en place après chaque réglage automatique.
De plus, en raison d'un certain bruit dans les mesures, il est possible que les résultats de réglage soient légèrement différents d'un calibrage à l'autre. Ce bruit ne devrait pas trop affecter la qualité d'impression. Cependant, il est conseillé de revérifier les paramètres suggérés et d'imprimer des tests d'impression avant de les utiliser pour confirmer qu'ils sont corrects.
Traitement hors ligne des données de l’accéléromètre¶
Il est possible de générer les données brutes de l’accéléromètre et de les traiter hors ligne (par exemple sur une machine hôte), par exemple pour trouver des résonances. Pour ce faire, exécutez les commandes suivantes via le terminal Octoprint :
SET_INPUT_SHAPER SHAPER_FREQ_X=0 SHAPER_FREQ_Y=0
TEST_RESONANCES AXIS=X OUTPUT=raw_data
ignorez toute erreur pour la commande SET_INPUT_SHAPER. Pour la commande TEST_RESONANCES, spécifiez l’axe de test souhaité. Les données brutes seront écrites dans le répertoire /tmp sur le RPi.
Les données brutes peuvent également être obtenues en exécutant la commande ACCELEROMETER_MEASURE deux fois - d’abord pour démarrer les mesures, puis pour les arrêter et écrire le fichier de sortie. Reportez-vous à G-Codes pour plus de détails.
Les données peuvent être traitées ultérieurement avec les scripts suivants : scripts/graph_accelerometer.py et scripts/calibrate_shaper.py. Les deux acceptent un ou plusieurs fichiers csv bruts comme entrée en fonction du mode. Le script graph_accelerometer.py prend en charge plusieurs modes de fonctionnement :
- pour le traçage des données brutes de l’accéléromètre (utilisez le paramètre
-r), seule 1 entrée est prise en charge ; - tracer une réponse en fréquence (aucun paramètre supplémentaire n'est requis), si plusieurs entrées sont spécifiées, la réponse en fréquence moyenne est calculée ;
- comparaison de la réponse en fréquence entre plusieurs entrées (utiliser le paramètre
-c) ; vous pouvez également spécifier l’axe de l’accéléromètre à prendre en compte via le paramètre-a x,-a you-a z(si aucun n’est spécifié, la somme des vibrations pour tous les axes est utilisée) ; - traçage du spectrogramme (utiliser le paramètre
-s), seule 1 entrée est prise en charge ; vous pouvez également spécifier l’axe de l’accéléromètre à prendre en compte via le paramètre-a x,-a you-a z(si aucun n’est spécifié, la somme des vibrations pour tous les axes est utilisée).
Notez que graph_accelerometer.py script ne prend en charge que les fichiers raw_data*.csv et non les fichiers resonances*.csv ou calibration_data*.csv.
Par exemple,
~/klipper/scripts/graph_accelerometer.py /tmp/raw_data_x_*.csv -o /tmp/resonances_x.png -c -a z
tracera la comparaison de plusieurs fichiers /tmp/raw_data_x_*.csv pour l’axe Z dans le fichier /tmp/resonances_x.png.
Le script shaper_calibrate.py accepte 1 ou plusieurs entrées et peut exécuter le réglage automatique de l'input shaper et suggérer les meilleurs paramètres pour les entrées fournies. Il affiche les paramètres suggérés sur la console et peut en outre générer un graphique si le paramètre -o output.png est fourni, ou un fichier CSV si le paramètre -c output.csv est spécifié.
Fournir plusieurs entrées à shaper_calibrate.py script peut être utile si vous exécutez un réglage avancé de l'input shaper, par exemple :
- Exécutez
TEST_RESONANCES AXIS=X OUTPUT=raw_data(etYaxe) pour un seul axe deux fois sur une imprimante cartésienne avec l’accéléromètre fixé à la tête d’outil la première fois, et l’accéléromètre fixé au lit la deuxième fois afin de détecter les résonances croisées des axes et de tenter de les annuler avec l'input shaper. - Exécutez
TEST_RESONANCES AXIS=Y OUTPUT=raw_datadeux fois sur le lit avec un lit en verre et une surface magnétique (plus légère) pour trouver les paramètres d'input shaper qui fonctionnent bien pour n’importe quelle configuration de surface d’impression. - Combinaison des données de résonance de plusieurs points de test.
- Combinaison des données de résonance à partir de 2 axes (par exemple, sur une imprimante cartésienne pour configurer les input_shaper de l’axe X à partir des résonances des axes X et Y pour annuler les vibrations du lit * * au cas où la buse « attraperait » une impression lors du déplacement dans la direction de l’axe X).