Compensazione della risonanza¶
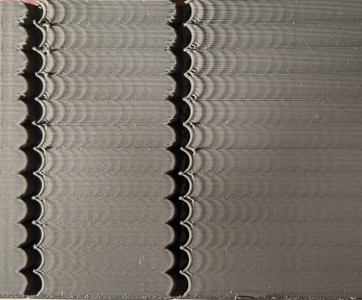
Klipper supporta Input Shaping, una tecnica che può essere utilizzata per ridurre il ringing (noti anche come echoing, ghosting o increspature) nelle stampe. Il ringing è un difetto di stampa della superficie quando, in genere, elementi come i bordi si ripetono su una superficie stampata come un sottile "eco":
| |
| |
|
I ringing sono causati da vibrazioni meccaniche nella stampante dovute a rapidi cambiamenti della direzione di stampa. Si noti che il ringing di solito ha origini meccaniche: telaio della stampante non sufficientemente rigido, cinghie non tese o troppo elastiche, problemi di allineamento delle parti meccaniche, massa in movimento pesante, ecc. Questi dovrebbero essere prima controllati e riparati, se possibile.
Input shaping è una tecnica di controllo ad anello aperto che crea un segnale di comando che annulla le proprie vibrazioni. La modellatura dell'ingresso richiede alcune regolazioni e misurazioni prima di poter essere abilitata. Oltre al ringing, Input Shaping riduce in genere le vibrazioni e le vibrazioni della stampante in generale e può anche migliorare l'affidabilità della modalità StealthChop dei driver stepper Trinamic.
Messa a punto¶
La regolazione di base richiede la misurazione delle frequenze di ringing della stampante stampando un modello di prova.
Carica il modello di prova per il ringing, che può essere trovato in docs/prints/ringing_tower.stl, nello slicer:
- L'altezza dello strato (layer) consigliata è 0,2 o 0,25 mm.
- I livelli di riempimento e superiori possono essere impostati su 0.
- Usa 1-2 perimetri, o meglio ancora la modalità vaso liscio con base da 1-2 mm.
- Utilizzare velocità sufficientemente elevate, circa 80-100 mm/sec, per i perimetri esterni.
- Assicurati che il tempo minimo per lo strato sia al massimo 3 secondi.
- Assicurati che qualsiasi "controllo dinamico dell'accelerazione" sia disabilitato nello slicer.
- Non girare il modello. Il modello ha segni X e Y sul retro del modello. Nota la posizione insolita dei segni rispetto agli assi della stampante: non è un errore. I contrassegni possono essere utilizzati successivamente nel processo di ottimizzazione come riferimento, poiché mostrano a quale asse corrispondono le misurazioni.
Frequenza di ringing¶
Innanzitutto, misura la frequenza di ringing.
- Se il parametro
square_corner_velocityè stato modificato, ripristinalo a 5.0 . Non è consigliabile aumentarlo quando si utilizza l'input shaper perché può causare un maggiore smussamento smoothing delle parti: è invece meglio utilizzare un valore di accelerazione più elevato. - Disable the
minimum_cruise_ratiofeature by issuing the following command:SET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0 - Disabilita la Pressure Advance:
SET_PRESSURE_ADVANCE ADVANCE=0 - Se hai già aggiunto la sezione
[input_shaper]a printer.cfg, esegui il comandoSET_INPUT_SHAPER SHAPER_FREQ_X=0 SHAPER_FREQ_Y=0. Se ricevi l'errore "Comando sconosciuto- Unknown command", puoi tranquillamente ignorarlo a questo punto e continuare con le misurazioni. - Eseguire il comando:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5Fondamentalmente, cerchiamo di rendere più pronunciato il ringing impostando diversi valori elevati per l'accelerazione. Questo comando aumenterà l'accelerazione ogni 5 mm a partire da 1500 mm/sec^2: 1500 mm/sec^2, 2000 mm/sec^2, 2500 mm/sec^2 e così via fino a 7000 mm/sec^2 per l'ultima fascia. - Stampa il modello di test sliced con i parametri suggeriti.
- Puoi interrompere la stampa prima se il ringing è chiaramente visibile e vedi che l'accelerazione diventa troppo alta per la tua stampante (ad es. la stampante trema troppo o inizia a saltare i passaggi).
-
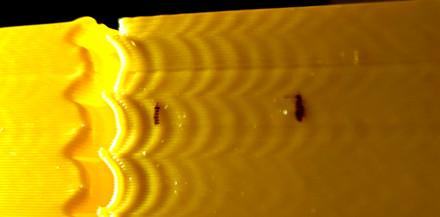
Utilizzare i segni X e Y sul retro del modello come riferimento. Le misurazioni dal lato con il contrassegno X devono essere utilizzate per la configurazione dell'asse X e il contrassegno Y - per la configurazione dell'asse Y. Misurare la distanza D (in mm) tra più oscillazioni sulla parte con il segno X, in prossimità delle tacche, preferibilmente saltando la prima o due oscillazioni. Per misurare più facilmente la distanza tra le oscillazioni, contrassegnare prima le oscillazioni, quindi misurare la distanza tra i segni con un righello o un calibro:
|
 |
| |
| -
Contare a quante oscillazioni N corrisponde la distanza misurata D. Se non sei sicuro di come contare le oscillazioni, fai riferimento all'immagine sopra, che mostra N = 6 oscillazioni.
- Calcola la frequenza di squillo dell'asse X come V · N / D (Hz), dove V è la velocità per i perimetri esterni (mm/sec). Per l'esempio sopra, abbiamo contrassegnato 6 oscillazioni e il test è stato stampato a una velocità di 100 mm/sec, quindi la frequenza è 100 * 6 / 12,14 ≈ 49,4 Hz.
- Esegui (8) - (10) anche per il segno Y.
Si noti che il ringing sulla stampa di prova dovrebbe seguire lo schema delle tacche curve, come nell'immagine sopra. In caso contrario, questo difetto non è in realtà un ringing e ha un'origine diversa: un problema meccanico o dell'estrusore. Dovrebbe essere risolto prima di abilitare e regolare gli shaper di input.
Se le misurazioni non sono affidabili perché, ad esempio, la distanza tra le oscillazioni non è stabile, potrebbe significare che la stampante ha più frequenze di risonanza sullo stesso asse. Si può invece provare a seguire il processo di sintonizzazione descritto nella sezione Misurazioni inaffidabili delle frequenze di ringing e ottenere comunque qualcosa dalla tecnica di input shaping .
La frequenza dei ringing può dipendere dalla posizione del modello all'interno della piastra di stampa e dall'altezza Z, soprattutto sulle stampanti delta; puoi controllare se vedi le differenze di frequenza in diverse posizioni lungo i lati del modello di prova e ad altezze diverse. È possibile calcolare le frequenze di squillo medie sugli assi X e Y, se questo è il caso.
Se la frequenza di ringing misurata è molto bassa (inferiore a circa 20-25 Hz), potrebbe essere una buona idea investire nell'irrigidire la stampante o nel diminuire la massa mobile, a seconda di ciò che è applicabile nel tuo caso, prima di procedere con l'ulteriore input shaping e rimisurare le frequenze in seguito. Per molti modelli di stampanti popolari spesso sono già disponibili alcune soluzioni.
Si noti che le frequenze di ringing possono cambiare se alla stampante vengono apportate modifiche che influiscono sulla massa in movimento o modificano la rigidità del sistema, ad esempio:
- Alcuni strumenti vengono installati, rimossi o sostituiti sulla testa di stampa che ne modificano la massa, ad es. viene installato un nuovo motore passo-passo (più pesante o più leggero) per estrusore diretto o viene installato un nuovo hotend, viene aggiunta una ventola pesante con un condotto, ecc.
- Le cinghie sono tese.
- Sono installati alcuni componenti aggiuntivi per aumentare la rigidità del telaio.
- Un piatto diverso è installato su una stampante a piatto mobile o aggiunto un vetro, ecc.
Se vengono apportate tali modifiche, è una buona idea misurare almeno le frequenze di ringing per vedere se sono cambiate.
Configurazione del Input shaper¶
Dopo aver misurato le frequenze di ringing per gli assi X e Y, puoi aggiungere la seguente sezione al tuo printer.cfg:
[input_shaper]
shaper_freq_x: ... # frequenza per il segno X del modello di prova
shaper_freq_y: ... # frequenza per il segno Y del modello di prova
Per l'esempio sopra, otteniamo shaper_freq_x/y = 49.4.
Scelta del input shaper¶
Klipper supporta diversi input shaper. Si differenziano per la loro sensibilità agli errori che determinano la frequenza di risonanza e quanto smussamento provocano nelle parti stampate. Inoltre, alcuni degli shaper come 2HUMP_EI e 3HUMP_EI di solito non dovrebbero essere usati con shaper_freq = frequenza di risonanza: sono configurati in base a diverse considerazioni per ridurre diverse risonanze contemporaneamente.
Per la maggior parte delle stampanti, possono essere consigliati shaper MZV o EI. Questa sezione descrive un processo di test per scegliere tra di loro e capire alcuni altri parametri correlati.
Stampare il modello di prova di ringing come segue:
- Riavviare il firmware:
RESTART - Prepare for test:
SET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0 - Disabilita la Pressure Advance:
SET_PRESSURE_ADVANCE ADVANCE=0 - Eseguire:
SET_INPUT_SHAPER SHAPER_TYPE=MZV - Eseguire il comando:
TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5 - Stampa il modello di test sliced con i parametri suggeriti.
Se a questo punto non si vede alcun ringing, è possibile consigliare l'uso dello shaper MZV.
Se vedi dei ringing, rimisura le frequenze usando i passaggi (8)-(10) descritti nella sezione Frequenza ringing. Se le frequenze differiscono in modo significativo dai valori ottenuti in precedenza, è necessaria una configurazione dello shaper di input più complessa. Puoi fare riferimento ai dettagli tecnici della sezione Input shapers. In caso contrario, procedere al passaggio successivo.
Ora prova l'input shaper EI. Per provarlo, ripeti i passaggi (1)-(6) da sopra, ma eseguendo invece al passaggio 4 il seguente comando : SET_INPUT_SHAPER SHAPER_TYPE=EI.
Confronta due stampe con input shaper MZV e EI. Se EI mostra risultati notevolmente migliori rispetto a MZV, utilizzare EI shaper, altrimenti preferire MZV. Si noti che lo shaper EI causerà una maggiore levigatura 'smoothing' nelle parti stampate (vedere la sezione successiva per ulteriori dettagli). Aggiungi il parametro shaper_type: mzv (o ei) alla sezione [input_shaper], ad esempio:
[input_shaper]
shaper_freq_x: ...
shaper_freq_y: ...
shaper_type: mzv
Alcune note sulla scelta dello shaper:
- Lo shaper EI può essere più adatto per le stampanti a piatto mobile (se la frequenza di risonanza e il conseguente livellamento lo consentono): man mano che si deposita più filamento sul piatto mobile, la massa del piatto aumenta e la frequenza di risonanza diminuisce. Poiché lo shaper EI è più robusto alle variazioni della frequenza di risonanza, potrebbe funzionare meglio quando si stampano parti di grandi dimensioni.
- A causa della natura della cinematica delta, le frequenze di risonanza possono differire molto in diverse parti del volume di costruzione. Pertanto, lo shaper EI può adattarsi meglio alle stampanti delta piuttosto che a MZV o ZV e dovrebbe essere considerato per l'uso. Se la frequenza di risonanza è sufficientemente grande (più di 50-60 Hz), si può anche provare a testare lo shaper 2HUMP_EI (eseguendo il test suggerito sopra con
SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI), ma controllare le considerazioni nella sezione sotto prima di abilitarlo.
Seleziona max_accel¶
Dovresti avere un test stampato per lo shaper che hai scelto dal passaggio precedente (se non lo fai, stampa il modello di test affettato con i parametri suggeriti con l'anticipo di pressione disabilitato SET_PRESSURE_ADVANCE ADVANCE=0 e con la torre di regolazione abilitata come TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5). Si noti che ad accelerazioni molto elevate, a seconda della frequenza di risonanza e dell'input shaper scelto (ad es. EI shaper crea più smussamento di MZV), l'input shaping può causare un'eccessiva levigatura -smoothing- e arrotondamento delle parti. Quindi, max_accel dovrebbe essere scelto in modo tale da impedirlo. Un altro parametro che può influire sul livellamento è square_corner_velocity, quindi non è consigliabile aumentarlo al di sopra del valore predefinito di 5 mm/sec per evitare un aumento del livellamento smooting.
Per selezionare un valore max_accel adatto, ispezionare il modello per lo shaper di input scelto. Per prima cosa, prendi nota a quale accelerazione il ringing è ancora piccolo - che ti vada bene.
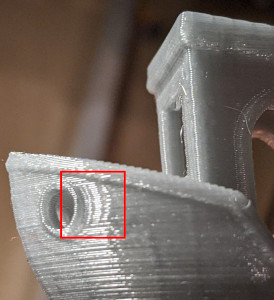
Quindi, controlla la levigatura - smoothing. Per aiutare in questo, il modello di prova ha un piccolo spazio nel muro (0,15 mm):

All'aumentare dell'accelerazione, aumenta anche la levigatura-smoothing e lo spazio effettivo nella stampa si allarga:
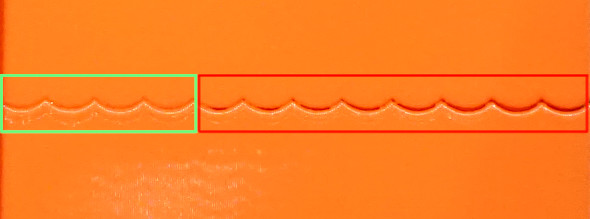
In questa immagine, l'accelerazione aumenta da sinistra a destra e il gap inizia a crescere a partire da 3500 mm/sec^2 (quinta banda da sinistra). Quindi il buon valore per max_accel = 3000 (mm/sec^2) in questo caso per evitare l'eccessivo smoothing.
Nota l'accelerazione quando lo spazio è ancora molto piccolo nella stampa di prova. Se vedi rigonfiamenti, ma nessun vuoto nel muro, anche ad alte accelerazioni, potrebbe essere dovuto all'avanzamento della pressione disabilitato, specialmente sugli estrusori Bowden. In tal caso, potrebbe essere necessario ripetere la stampa con il PA abilitato. Potrebbe anche essere il risultato di un flusso di filamento non calibrato (troppo alto), quindi è una buona idea controllare anche quello.
Scegli il minimo tra i due valori di accelerazione (da ringing e smoothing) e inseriscilo come max_accel in printer.cfg.
Come nota, può succedere, specialmente a basse frequenze di ringing, che lo shaper EI provochi un'eccessiva attenuazione anche a basse accelerazioni. In questo caso, MZV potrebbe essere una scelta migliore, perché potrebbe consentire valori di accelerazione più elevati.
A frequenze di ringing molto basse (~25 Hz e inferiori) anche lo shaper MZV può creare un effetto smussato eccessivo. In tal caso, puoi anche provare a ripetere i passaggi nella sezione Scegliere input shaper con shaper ZV, usando invece il comando SET_INPUT_SHAPER SHAPER_TYPE=ZV. Lo shaper ZV dovrebbe mostrare un livellamento ancora inferiore rispetto a MZV, ma è più sensibile agli errori nella misurazione delle frequenze di ringing.
Un'altra considerazione è che se una frequenza di risonanza è troppo bassa (inferiore a 20-25 Hz), potrebbe essere una buona idea aumentare la rigidità della stampante o ridurre la massa in movimento. In caso contrario, l'accelerazione e la velocità di stampa potrebbero essere limitate a causa di un'eccessivo smoothing invece del ringing.
Regolazione fine delle frequenze di risonanza¶
Si noti che la precisione delle misurazioni delle frequenze di risonanza utilizzando il modello di test di ringing è sufficiente per la maggior parte degli scopi, quindi si sconsiglia un'ulteriore messa a punto. Se vuoi ancora provare a ricontrollare i tuoi risultati (ad esempio se vedi ancora del ringing dopo aver stampato un modello di prova con un input shaper a tua scelta con le stesse frequenze che hai misurato in precedenza), puoi seguire i passaggi in questo sezione. Nota che se vedi ringing a frequenze diverse dopo aver abilitato [input_shaper], questa sezione non ti aiuterà.
Supponendo di aver suddiviso il modello di ringing con i parametri suggeriti, completare i seguenti passaggi per ciascuno degli assi X e Y:
- Prepare for test:
SET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0 - Assicurati che Pressure Advance sia disabilitato:
SET_PRESSURE_ADVANCE ADVANCE=0 - Eseguire:
SET_INPUT_SHAPER SHAPER_TYPE=ZV - Dal modello di prova di ringing esistente con lo shaper di input scelto, seleziona l'accelerazione che mostra sufficientemente bene il ringing e impostala con:
SET_VELOCITY_LIMIT ACCEL=... - Calcola i parametri necessari per il comando
TUNING_TOWERper ottimizzare il parametroshaper_freq_xcome segue: start = shaper_freq_x * 83 / 132 e factor = shaper_freq_x / 66, dove quishaper_freq_xè il valore corrente inprinter.cfg. - Eseguire il comando:
TUNING_TOWER COMMAND=SET_INPUT_SHAPER PARAMETER=SHAPER_FREQ_X START=start FACTOR=factor BAND=5usando i valoristartefactorcalcolati al punto (5). - Stampa il modello di prova.
- Reimposta il valore della frequenza originale:
SET_INPUT_SHAPER SHAPER_FREQ_X=.... - Trova la fascia che mostra meno ringing e conta il suo numero dal basso partendo da 1.
- Calcola il nuovo valore shaper_freq_x tramite il vecchio shaper_freq_x * (39 + 5 * #band-number) / 66.
Ripetere questi passaggi per l'asse Y allo stesso modo, sostituendo i riferimenti all'asse X con l'asse Y (ad es. sostituire shaper_freq_x con shaper_freq_y nelle formule e nel comando TUNING_TOWER).
Ad esempio, supponiamo di aver misurato la frequenza di ringing per uno degli assi pari a 45 Hz. Questo dà start = 45 * 83 / 132 = 28,30 e factor = 45 / 66 = 0,6818 valori per il comando TUNING_TOWER. Supponiamo ora che dopo aver stampato il modello di prova, la quarta fascia dal basso dia il minimo squillo. Questo dà lo shaper_freq_^ aggiornato al valore pari a 45 * (39 + 5 * 4) / 66 ≈ 40,23.
Dopo aver calcolato entrambi i nuovi parametri shaper_freq_x e shaper_freq_y, puoi aggiornare la sezione [input_shaper] in printer.cfg con i nuovi valori shaper_freq_x e shaper_freq_y.
Pressure Advance¶
Se si utilizza Pressure Advance, potrebbe essere necessario risintonizzarlo. Seguire le istruzioni per trovare il nuovo valore, se diverso dal precedente. Assicurati di riavviare Klipper prima di regolare Pressure Advance.
Misurazioni inaffidabili delle frequenze di ringing¶
Se non è possibile misurare le frequenze di ringing, ad es. se la distanza tra le oscillazioni non è stabile, potresti comunque essere in grado di sfruttare le tecniche di input shaping, ma i risultati potrebbero non essere buoni come con misurazioni corrette delle frequenze e richiederà un po' più di messa a punto e stampa del test modello. Si noti che un'altra possibilità è acquistare e installare un accelerometro e misurare le risonanze con esso (fare riferimento a docs che descrive l'hardware richiesto e il processo di installazione), ma questa opzione richiede un po' di crimpatura e saldatura.
Per l'ottimizzazione, aggiungi la sezione [input_shaper] vuota al tuo printer.cfg. Quindi, supponendo di aver fattolo slicing il modello di ringing con i parametri suggeriti, stampare il modello di prova 3 volte come segue. La prima volta, prima della stampa, eseguire
RESTARTSET_VELOCITY_LIMIT MINIMUM_CRUISE_RATIO=0SET_PRESSURE_ADVANCE ADVANCE=0SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI SHAPER_FREQ_X=60 SHAPER_FREQ_Y=60TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
e stampa il modello. Quindi stampare di nuovo il modello, ma prima di eseguire la stampa invece
SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI SHAPER_FREQ_X=50 SHAPER_FREQ_Y=50TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
Quindi stampa il modello per la terza volta, ma ora esegui
SET_INPUT_SHAPER SHAPER_TYPE=2HUMP_EI SHAPER_FREQ_X=40 SHAPER_FREQ_Y=40TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
In sostanza, stiamo stampando il modello di prova di ringing con TUNING_TOWER utilizzando lo shaper 2HUMP_EI con shaper_freq = 60 Hz, 50 Hz e 40 Hz.
Se nessuno dei modelli mostra miglioramenti nel ringing, allora, sfortunatamente non sembra che le tecniche di modellazione dell'input possano aiutare con il tuo caso.
Altrimenti, è possibile che tutti i modelli non mostrino ringing, o alcuni mostrino ringing e altri non così tanto. Scegli il modello di test con la frequenza più alta che mostra comunque buoni miglioramenti nel ringing. Ad esempio, se i modelli a 40 Hz e 50 Hz non mostrano quasi nessuno ringing e il modello a 60 Hz mostra già un po' più di ringing, attenersi a 50 Hz.
Ora controlla se lo shaper EI sarebbe abbastanza buono nel tuo caso. Scegli la frequenza dello shaper EI in base alla frequenza dello shaper 2HUMP_EI che hai scelto:
- Per lo shaper 2HUMP_EI 60 Hz, utilizzare lo shaper EI con shaper_freq = 50 Hz.
- Per lo shaper 2HUMP_EI 50 Hz, utilizzare lo shaper EI con shaper_freq = 40 Hz.
- Per lo shaper 2HUMP_EI 40 Hz, utilizzare lo shaper EI con shaper_freq = 33 Hz.
Ora stampa il modello di prova ancora una volta, eseguendola
SET_INPUT_SHAPER SHAPER_TYPE=EI SHAPER_FREQ_X=... SHAPER_FREQ_Y=...TUNING_TOWER COMMAND=SET_VELOCITY_LIMIT PARAMETER=ACCEL START=1500 STEP_DELTA=500 STEP_HEIGHT=5
fornendo shaper_freq_x=... e shaper_freq_y=... come determinato in precedenza.
Se lo shaper EI mostra buoni risultati comparabili con lo shaper 2HUMP_EI, attenersi con lo shaper EI e la frequenza determinata in precedenza, altrimenti utilizzare lo shaper 2HUMP_EI con la frequenza corrispondente. Aggiungi i risultati a printer.cfg come, ad es.
[input_shaper]
shaper_freq_x: 50
shaper_freq_y: 50
shaper_type: 2hump_ei
Continua l'ottimizzazione con la sezione Selecting max_accel.
Risoluzione dei problemi e domande frequenti¶
Non riesco a ottenere misurazioni affidabili delle frequenze di risonanza¶
Innanzitutto, assicurati che non ci siano altri problemi con la stampante invece del ringing. Se le misurazioni non sono affidabili perché, ad esempio, la distanza tra le oscillazioni non è stabile, potrebbe significare che la stampante ha più frequenze di risonanza sullo stesso asse. Si può provare a seguire il processo di sintonizzazione descritto nella sezione Misurazioni inaffidabili delle frequenze di ringing e ottenere comunque qualcosa dalla tecnica di modellatura dell'input. Un'altra possibilità è installare un accelerometro, misurare le risonanze con esso e regolare automaticamente lo shaper di input utilizzando i risultati di tali misurazioni.
Dopo aver abilitato [input_shaper], ottengo parti stampate troppo levigate e i dettagli fini vengono persi¶
Controllare le considerazioni nella sezione Selecting max_accel. Se la frequenza di risonanza è bassa, non si dovrebbero impostare max_accel troppo alti o aumentare i parametri square_corner_velocity. Potrebbe anche essere meglio scegliere gli shaper di input MZV o anche ZV su EI (o gli shaper 2HUMP_EI e 3HUMP_EI).
Dopo aver stampato correttamente per un po' di tempo senza ringing, sembra tornare¶
È possibile che dopo qualche tempo le frequenze di risonanza siano cambiate. Per esempio. forse la tensione delle cinghie è cambiata (le cinghie si sono allentate di più), ecc. È una buona idea controllare e rimisurare le frequenze di ringing come descritto nella sezione Frequenza di ringing e aggiornare il file di configurazione se necessario .
La configurazione a doppio carrello è supportata con gli input shaper?¶
Yes. In this case, one should measure the resonances twice for each carriage. For example, if the second (dual) carriage is installed on X axis, it is possible to set different input shapers for X axis for the primary and dual carriages. However, the input shaper for Y axis should be the same for both carriages (as ultimately this axis is driven by one or more stepper motors each commanded to perform exactly the same steps). One possibility to configure the input shaper for such setups is to keep [input_shaper] section empty and additionally define a [delayed_gcode] section in the printer.cfg as follows:
[input_shaper]
# Intentionally empty
[delayed_gcode init_shaper]
initial_duration: 0.1
gcode:
SET_DUAL_CARRIAGE CARRIAGE=1
SET_INPUT_SHAPER SHAPER_TYPE_X=<dual_carriage_shaper> SHAPER_FREQ_X=<dual_carriage_freq> SHAPER_TYPE_Y=<y_shaper> SHAPER_FREQ_Y=<y_freq>
SET_DUAL_CARRIAGE CARRIAGE=0
SET_INPUT_SHAPER SHAPER_TYPE_X=<primary_carriage_shaper> SHAPER_FREQ_X=<primary_carriage_freq> SHAPER_TYPE_Y=<y_shaper> SHAPER_FREQ_Y=<y_freq>
Note that SHAPER_TYPE_Y and SHAPER_FREQ_Y should be the same in both commands. It is also possible to put a similar snippet into the start g-code in the slicer, however then the shaper will not be enabled until any print is started.
Note that the input shaper only needs to be configured once. Subsequent changes of the carriages or their modes via SET_DUAL_CARRIAGE command will preserve the configured input shaper parameters.
L'input_shaper influisce sul tempo di stampa?¶
No, la funzione input_shaper non ha praticamente alcun impatto sui tempi di stampa da sola. Tuttavia, il valore di max_accel lo fa certamente (regolazione di questo parametro descritta in questa sezione).
Dettagli tecnici¶
Input shaper¶
Gli shaper di input utilizzati in Klipper sono piuttosto standard e si può trovare una panoramica più approfondita negli articoli che descrivono gli shaper corrispondenti. Questa sezione contiene una breve panoramica di alcuni aspetti tecnici degli input shaper supportati. La tabella seguente mostra alcuni parametri (solitamente approssimativi) di ciascun shaper.
| Input shaper |
Shaper duration |
Riduzione delle vibrazioni 20x (5% di tolleranza alle vibrazioni) |
Riduzione delle vibrazioni 10 volte (tolleranza alle vibrazioni del 10%) |
|---|---|---|---|
| ZV | 0.5 / shaper_freq | N/A | ± 5% shaper_freq |
| MZV | 0.75 / shaper_freq | ± 4% shaper_freq | -10%...+15% shaper_freq |
| ZVD | 1 / shaper_freq | ± 15% shaper_freq | ± 22% shaper_freq |
| EI | 1 / shaper_freq | ± 20% shaper_freq | ± 25% shaper_freq |
| 2HUMP_EI | 1.5 / shaper_freq | ± 35% shaper_freq | ± 40 shaper_freq |
| 3HUMP_EI | 2 / shaper_freq | -45...+50% shaper_freq | -50%...+55% shaper_freq |
Una nota sulla riduzione delle vibrazioni: i valori nella tabella sopra sono approssimativi. Se il rapporto di smorzamento della stampante è noto per ciascun asse, lo shaper può essere configurato in modo più preciso e ridurrà quindi le risonanze in una gamma di frequenze leggermente più ampia. Tuttavia, il rapporto di smorzamento è solitamente sconosciuto ed è difficile da stimare senza un'attrezzatura speciale, quindi Klipper utilizza il valore 0,1 per impostazione predefinita, che è un buon valore a tutto tondo. Le gamme di frequenza nella tabella coprono un numero di diversi possibili rapporti di smorzamento attorno a quel valore (da 0,05 a 0,2 circa).
Si noti inoltre che EI, 2HUMP_EI e 3HUMP_EI sono sintonizzati per ridurre le vibrazioni al 5%, quindi i valori per la tolleranza alle vibrazioni del 10% sono forniti solo per riferimento.
Come utilizzare questa tabella:
- La durata dello shaper influisce sull0 smoothing delle parti: più è grande, più le parti sono lisce. Questa dipendenza non è lineare, ma può dare un'idea di quali shaper "levigano" di più per la stessa frequenza. L'ordinamento per smoothing è il seguente: ZV < MZV < ZVD ≈ EI < 2HUMP_EI < 3HUMP_EI. Inoltre, raramente è pratico impostare shaper_freq = resonance freq per gli shaper 2HUMP_EI e 3HUMP_EI (dovrebbero essere usati per ridurre le vibrazioni per diverse frequenze).
- Si può stimare una gamma di frequenze in cui lo shaper riduce le vibrazioni. Ad esempio, MZV con shaper_freq = 35 Hz riduce le vibrazioni al 5% per le frequenze [33,6, 36,4] Hz. 3HUMP_EI con shaper_freq = 50 Hz riduce le vibrazioni al 5% nell'intervallo [27,5, 75] Hz.
- Si può usare questa tabella per verificare quale shaper dovrebbero usare se hanno bisogno di ridurre le vibrazioni a diverse frequenze. Ad esempio, se si hanno risonanze a 35 Hz e 60 Hz sullo stesso asse: a) EI shaper deve avere shaper_freq = 35 / (1 - 0,2) = 43,75 Hz, e ridurrà le risonanze fino a 43,75 * (1 + 0,2 ) = 52,5 Hz, quindi non è sufficiente; b) 2HUMP_EI shaper deve avere shaper_freq = 35 / (1 - 0,35) = 53,85 Hz e ridurrà le vibrazioni fino a 53,85 * (1 + 0,35) = 72,7 Hz - quindi questa è una configurazione accettabile. Cerca sempre di usare shaper_freq il più alto possibile per un dato shaper (magari con un certo margine di sicurezza, quindi in questo esempio shaper_freq ≈ 50-52 Hz funzionerebbe meglio), e prova a usare uno shaper con la minor durata possibile dello shaper.
- Se è necessario ridurre le vibrazioni a diverse frequenze molto diverse (ad esempio, 30 Hz e 100 Hz), è possibile che la tabella sopra non fornisca informazioni sufficienti. In questo caso si può avere più fortuna con lo script scripts/graph_shaper.py, che è più flessibile.